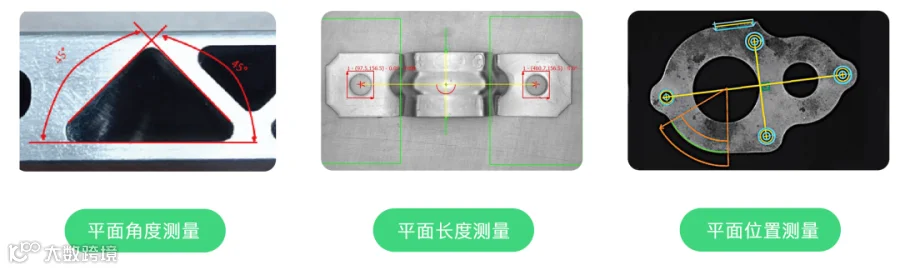
应用场景:汽车焊装线上的钣金件抓取、CNC加工后的金属工件尺寸检测。
技术性问题点:
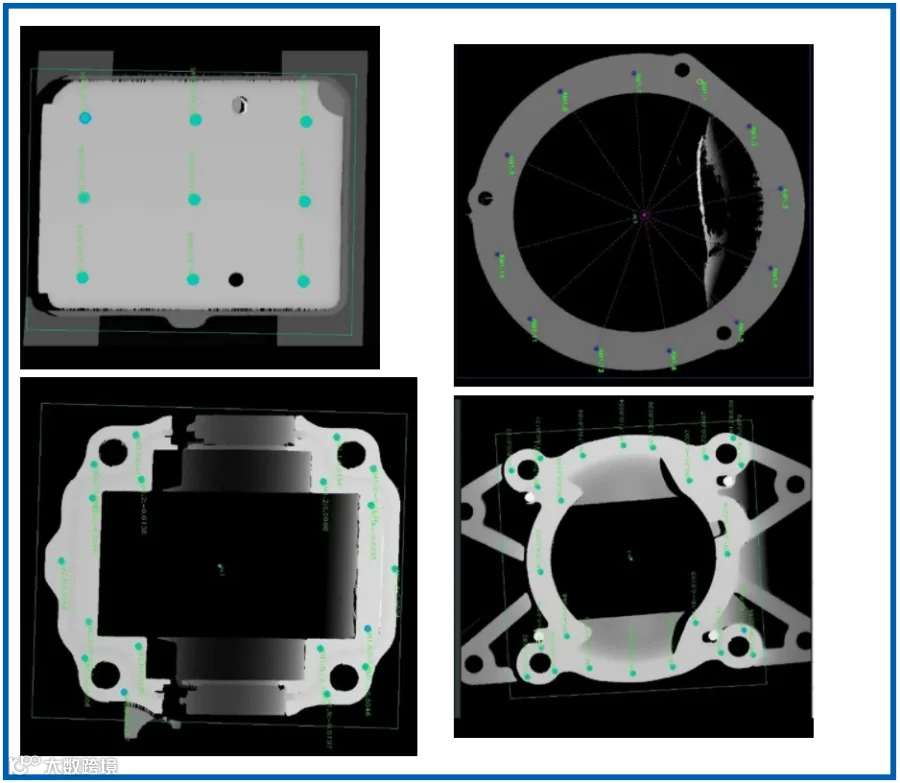
1.点云缺失与噪声(“镜面反射”问题):
u细节:基于激光三角测量或结构光的3D相机,其原理是投射光斑或条纹到物体表面,并由相机接收反射光。当表面像镜子一样(镜面反射)时,反射光不会进入相机镜头,导致相机“失明”,点云数据在该区域出现大面积空洞。反之,在漫反射与镜面反射的交界处,可能会产生噪声点云。
u技术挑战:如何在不损害工件表面的前提下,有效获取完整点云。简单的喷涂显像剂(如哑光漆)在精密制造中是不可接受的。
u解决方案的权衡:
Ø偏振技术:使用偏振片过滤镜面反射光,但会损失大量光强,对光源功率要求高。
Ø多角度扫描:通过改变相机/工件相对角度,确保每个区域至少有一个角度能形成漫反射。但这会增加系统复杂度和节拍时间。
Ø改变光源波长/类型: 使用蓝光激光(波长较短,散射更强)或采用抗高反的专用算法,但成本高昂且可能效果有限。
2.边缘效应与点云“膨胀”:
细节:在物体的锋利边缘处,激光线会发生断裂或弥散,导致重建出的边缘点云不是一条锐利的线,而是变得圆滑、膨胀甚至扭曲。这对于需要亚像素级边缘定位的测量应用是致命的。
技术挑战:算法需要能够识别并补偿这种物理光学现象,准确还原出物体的真实几何边缘。
3.热膨胀与基准统一:
细节:大型金属部件在加工过程中会产生热变形,或在昼夜温差大的车间里,工件和视觉系统本身的尺寸都会发生变化。测量系统测量的“绝对尺寸”可能因温度漂移而失去意义。
技术挑战:需要建立温度补偿模型,或采用非接触式的基准参照系(如在视野内放置一个已知尺寸且热稳定性极高的基准球或基准块),将所有测量结果统一到同一基准下。