
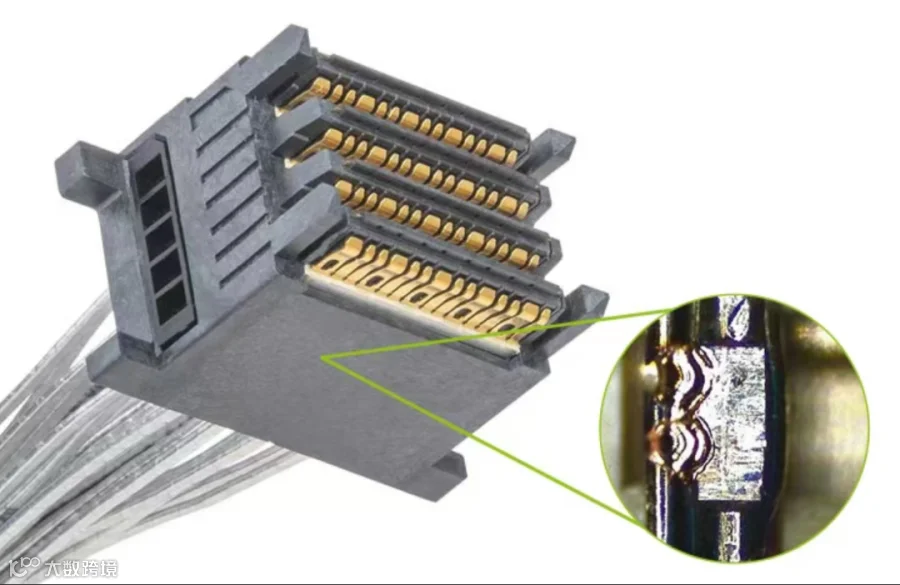
1.高反射率困境:铜材对传统红外激光(IR)吸收率不足5%,导致熔池浅、飞溅严重,甚至损伤激光器;
2.热裂纹风险:铜材线膨胀系数高,杂质易形成低熔点共晶物,焊接接头应力集中;
3.氢气孔缺陷:熔池不稳定导致扩散性气孔,直接威胁连接可靠性。
飞镭激光针对铜材特性研发的绿光碟片激光焊接系统,以核心技术实现颠覆性改进:
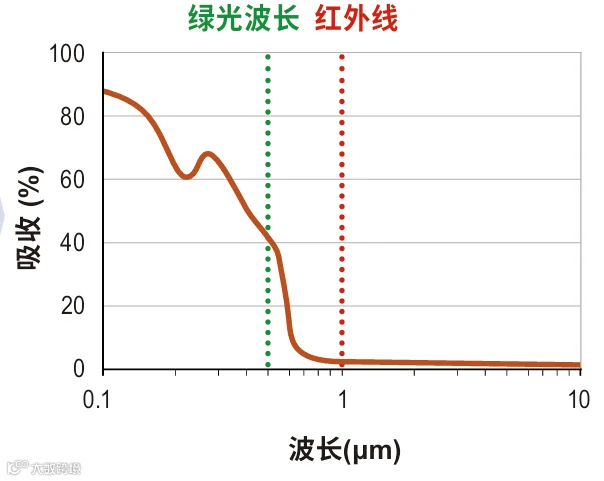
1. 515nm波长绿光
采用515nm波长绿光,铜材吸收率突破40%,较红外激光提升8倍以上。这一特性显著降低激光反射风险,同时减少飞溅与气孔,焊接熔深稳定性提升30%。
2. 功率与精度双突破
· 3kW连续输出:业界最高功率绿光激光器满足高速焊接需求,单光斑能量密度达传统方案5倍;
· 50微米传输光纤芯径:光束质量优化至2mm·mrad,实现微米级精密焊接;
3.一站式解决方案
飞镭激光的激光焊接系统全系标配实时功率闭环反馈控制系统,可保证±1%以内的能量稳定输出,并可实现10年以上的稳定功率输出,并且激光器可以搭载多种形态的焊接加工头,并且匹配针对性的过程监控传感器,可以结合通快独有的AI算法,可以实现焊前的位置自动捕捉,矫正,焊后的检测不良的全监控。