
焊缝成形
在现代加工车间与制造生产环节中,各类零件的焊接作业对设备灵活性提出严苛要求。为适配不同零件的个性化焊接需求,焊接设备需具备精准的工艺调节能力。其中,摆动直径的动态调整技术尤为关键 —— 该技术无需改动光学配置或高焦光束参数,即可实现焊接宽度与熔深的灵活控制。
在恒定能量输入的工况下,摆动幅度与焊缝成形存在显著关联。当摆动幅度逐渐增大时,焊缝截面形态会发生规律性转变:从传统的钉子头状,逐步过渡为规整的矩形(详见图 4)。这种可量化的工艺调控特性,为焊接横截面的定制化设计提供了可能。以高功率电池组的电池连接器焊接为例,通过扩大摆动直径,能够有效拓展焊接接触面积,不仅大幅降低焊接接头的电阻,还能显著提升机械连接强度,从而保障电池组的电气性能与结构稳定性。
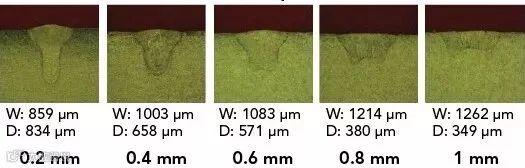
图4:通过用 D30摆动焊接头调节摆动幅度(线性模式),来获得想要的焊缝形状。
图 5 展示了在功率 400W、光斑直径 200μm 的条件下,摆动幅度变化对 SS304 材料焊接效果的影响。从图中清晰可见,随着摆动幅度的调整,焊接过程实现了从熔深焊模式向热导焊模式的平滑过渡。
在复杂路径焊接及焊接方向改变的工况中,环形摆动运动模式展现出独特优势,能够实现最佳的焊接效果。当面临铜铝等异质材料的重叠焊接时,熔深控制成为关键技术。通过精准调节熔深,可有效控制材料的稀释率:通过浅熔化下层金属薄片,不仅能最大限度减少熔融材料的用量,还能抑制金属间化合物的产生,从而保障焊接接头的性能与可靠性。
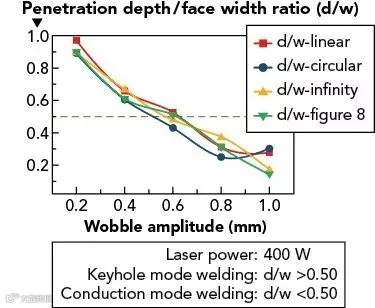
图5:摆动幅度对焊接过程的影响
传统激光焊接对零件装夹精度和接头准备要求极高,然而实际生产中,待焊零件往往难以达到理想装夹状态。光束摆动技术为此提供了创新性解决方案 —— 该技术通过动态调整光束路径,显著降低了对零件装夹精度的依赖,其可接受的焊缝间隙与偏移量达常规激光焊接的 2-3 倍。这一特性使其在复杂装配场景中极具应用价值,例如热交换器制造中的管材与板材焊接,以及边缘加工质量欠佳零件的焊接修复。
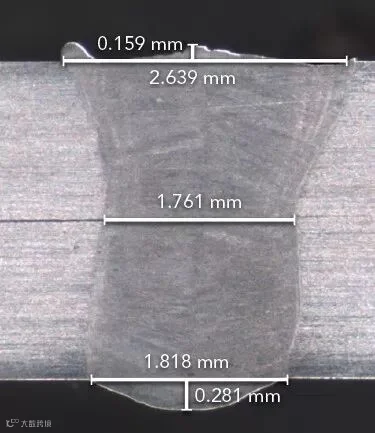
面对焊接间隙问题,大尺寸静态光斑的焊接方案常因需要高功率激光支持而受限,此时光束摆动技术成为更优选择。不过,当焊缝间隙显著超过基体材料厚度时,单一摆动技术可能无法完全避免填充不足的问题。值得关注的是,该技术与多模激光器具有良好的适配性,并且在工程实践中已成功验证:将光束摆动与填丝工艺相结合,在 304 钢板焊接中,即便存在 1mm 的焊缝间隙(见图 6),依然能够通过额外填充材料,实现装夹位置不理想零件的高质量焊接,形成满足工艺标准的焊缝结构。

长脉冲焊接
在激光焊接领域,连续波(CW)焊接与脉冲焊接呈现出显著的工艺差异。连续波焊接仅需突破一次材料对激光的吸收障碍,而脉冲焊接中,每个激光脉冲均需独立完成这一过程,要求脉冲能量必须在下一个脉冲到来前充分耦合至材料内部。在传统静态脉冲焊接工艺中,为实现理想的焊接效果,常需对单个脉冲进行复杂的波形整形;然而,精准调控脉冲轮廓、能量幅值与曝光时间之间的平衡关系,始终是制约焊接质量的技术难点。摆动焊接技术凭借其独特的工艺优势,在连续激光器与脉冲激光器中均展现出良好的适用性,尤其在毫秒级准连续光纤激光器的应用场景中效果显著。该技术通过构建动态连续的焊接过程,使激光束在每个脉冲周期内产生大幅位移,从而形成近似连续的稳定焊缝。
图 7 所示为摆动频率 600Hz、脉宽 20ms 的长脉冲焊接过程。在单个脉冲持续期间,激光束完成 12 次旋转运动,通过灵活调节焊接线速度与激光重复频率,可实现圆形点焊或线性焊接模式的自由切换。基于逐脉冲的线性焊接方式,即便在低平均功率条件下,依然能够实现铜、铝等金属的高质量焊接,这一特性对于热敏元件的焊接作业至关重要。此外,在脉冲交替引发的凝固 - 再熔化循环过程中,摆动焊接技术有效规避了气孔、飞溅等常见焊接缺陷,且相较于传统脉冲焊接,其加工效率得到显著提升。
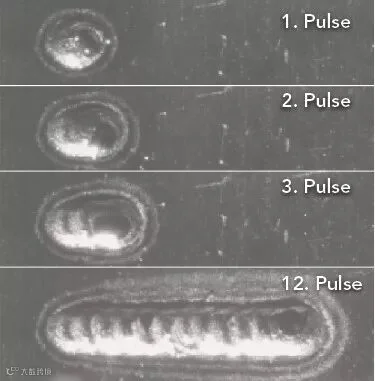
图7:脉冲激光焊接

微脉冲焊接
随着消费电子产品与医疗设备功能集成度不断提升,业界对异质金属焊接技术的需求日益迫切。在设备微型化趋势下,焊接工艺面临严苛挑战——需以超高精度完成厚度150μm及以下金属箔的连接。传统异质金属箔焊接技术因界面易生成脆性金属间化合物,严重削弱焊缝延展性;即便采用摆动焊接技术,配合连续激光或毫秒脉冲激光施焊,仍难以突破工艺瓶颈。采用微秒至纳秒级脉冲激光焊接技术,通过小剂量能量的快速释放,结合峰值功率提升,可显著提高金属熔化效率并实现稳定焊接。研究表明,使用脉冲宽度在100ns-1.5μs区间的激光焊接异质金属箔,不仅能获得优异的焊接强度,还能实现焊缝背面无痕迹的效果,其高效性与美观性已达到市场应用标准。这一创新技术极大拓展了异质金属焊接的工艺选择,涵盖单模连续激光器、毫秒准连续激光器等多种设备类型。图8展示了100μm厚不锈钢与125μm厚铝的针脚式点焊效果。得益于精准的熔深控制,焊接外观达到极高水准;80mm/s的高速线性焊接速度确保了牢固的冶金结合。基于高速、高重复频率光纤激光器的应用,焊接过程中的热输入被有效控制在最低限度,既保证了焊缝的美观性,又彻底解决了薄金属箔焊接变形的难题。
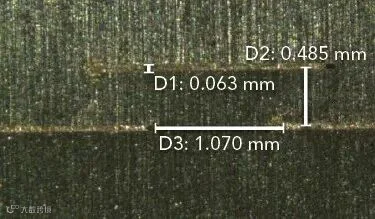
图8:用高重复频率短脉冲实现微匙孔焊接
未完待续......