
聚合物焊接
在材料焊接领域,波长处于 1064~1070nm 区间的掺镱光纤激光器展现出卓越性能。这类激光器不仅在金属材料焊接中表现优异,更在异种材料焊接方面实现突破,能够将透明聚合物与金属牢固焊接。其焊接过程依赖高速振镜精确控制热量输入,通过在金属吸收界面处使相对透明的聚合物熔化,从而实现可靠连接。
工作波长为 2μm 的铥光纤激光器同样备受关注,凭借独特的光谱特性,它不仅有效解决了聚合物与金属的焊接难题,还成功攻克了聚合物与聚合物之间的焊接技术瓶颈,极大拓展了光纤激光焊接的应用边界。
基于上述技术,多种材料组合的焊接均取得显著成果。例如,聚碳酸酯与不锈钢的焊接能够形成致密连接,拉伸测试时接头断裂位置出现在聚合物基体,表明焊接界面强度高于聚合物自身强度;此外,聚碳酸酯或高密度聚乙烯(HDPE)与钛的焊接、HDPE 与镍钛诺的焊接,也都实现了可靠的连接效果(详见图 9)。
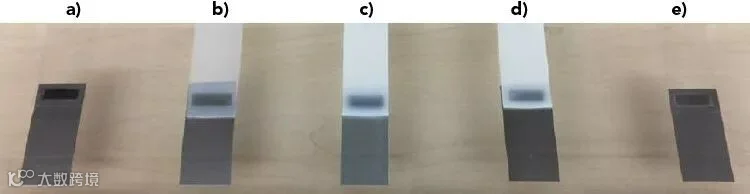
图9:用2μm光纤激光器焊接聚合物和金属,包括PC到不锈钢(a)、LDPE到不锈钢(b)、HDPE到镍钛诺(c)、HDPE到钛(d)和PC到钛(e)。
在 2μm 波长区间,激光辐射与透明聚合物呈现出独特的相互作用特性:众多透明聚合物对该波段激光具有良好的吸收能力,这使得激光能量能够在聚合物内部实现均匀分布,热量得以在整个聚合物厚度范围内受控传导。基于这一特性,“透明 - 透明” 聚合物焊接技术得以实现 —— 激光能够在焊接界面两侧的透明聚合物中形成有效吸收,大幅降低了对外部夹紧装置的依赖,显著提升了焊接工艺的灵活性。
从实际应用来看,针对 0.1~5mm 宽度的焊接需求,无论是无定形聚合物(如聚碳酸酯、聚甲基丙烯酸甲酯),还是半结晶材料(包括 HDPE、低密度聚乙烯、聚丙烯),2μm 波段激光均能实现可靠连接,且获得较高的搭接焊接强度。这一技术突破为聚合物连接工艺带来革新,有望替代传统的慢速胶接固化工艺,以快速、高精度的激光焊接技术,推动聚合物材料连接领域的效率升级与工艺优化。

焊缝监测与过程控制
在小型医疗零件的大批量生产及关键器件的焊接制造中,焊缝监测与过程控制是保障产品质量的核心环节,其重要性在任何生产环境下都不容小觑。
传统的过程监测技术主要依赖间接测量手段,这种方式不仅容易受生产过程干扰,而且无法直接获取焊缝熔深数据,因此仍需对零件进行破坏性测试来验证焊接质量。这种方法效率低且具有破坏性,难以满足现代高精度生产需求。
相比之下,源自医疗设备成像技术的 ICI(Interferometric Coaxial Inspection)技术,作为一种先进的过程质量监测与控制方案,成功突破了传统技术的瓶颈。ICI 基于干涉测量原理,通过在现有激光头传输相机端口引入低功率近红外测量光束,并使其同轴进入焊接匙孔,能够以~20μm 的高精度和>200kHz 的高速度,直接测量光束穿透深度。该技术不受高功率激光或等离子体的影响,可在焊接过程中实时、精准地获取熔深数据。
借助 ICI 技术,诸如匙孔深度、焊缝轮廓、工件高度、成品焊缝表面高度等关键加工数据,均可在数秒内快速提取。经实践验证,该技术自动测量的焊缝数据与传统零件横截面切片测量结果高度吻合。如图 10 所示,集成于标准焊接头的 IPG LDD700 单元,能够清晰捕捉到优质焊缝与不良焊缝的差异,直观展现了 ICI 技术在焊缝监测中的卓越性能 。
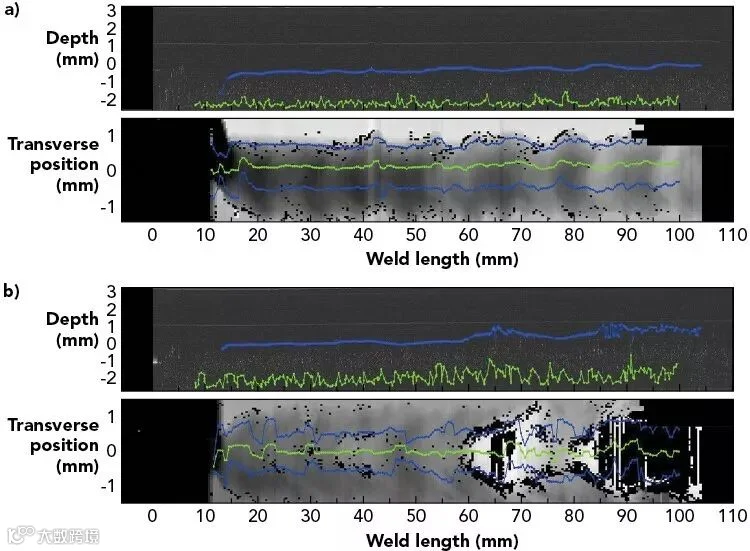
图10:来自IPG LDD相干成像焊接监测模块的数据图显示了良好的焊缝(a)和有缺陷的焊接(b)。

总结
光纤激光器提供了广泛的光束特性、激光功率、波长和脉冲持续时间选择。光纤激光技术进步所实现的创新方法,结合诸如光束摆动等新技术,克服了传统激光焊接方法中最常见的困难,并在焊接技术方面显示了进一步发展的巨大潜能。
-完-