
焊接样品典型特征
根据飞镭激光 的设备技术特点,其焊接后的SFP/QSFP模块 样品通常呈现以下关键特征:
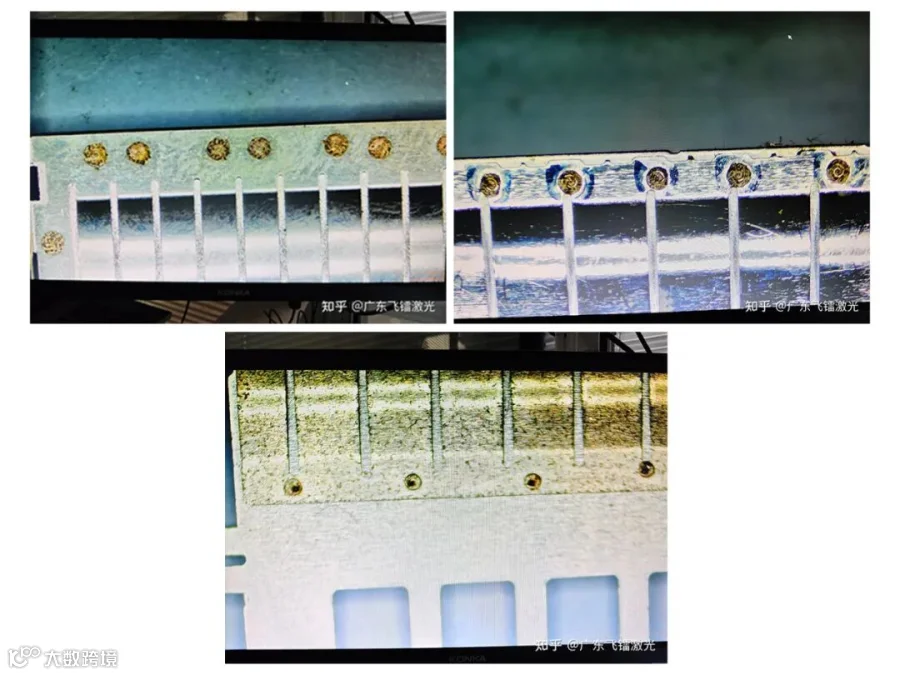
焊点尺寸:激光焊点直径可控制在微米级别(如0.1–0.5 μm),适用于光模块中屏蔽壳、引脚等微小结构的固定。
焊缝形态:焊缝均匀平整,无氧化或气孔,这是由于光纤激光器 能量稳定,热输入精确可控所致。
热影响区 :热影响区宽度极小(通常<100 μm),避免对周边敏感光学元件(如透镜或光纤接口)造成热损伤。
一致性:在批量生产中,多个焊点的位置重复精度高(例如QSFP的4通道外壳焊接),保障模块屏蔽效能和插拔可靠性。
⚙️ 典型焊接区域
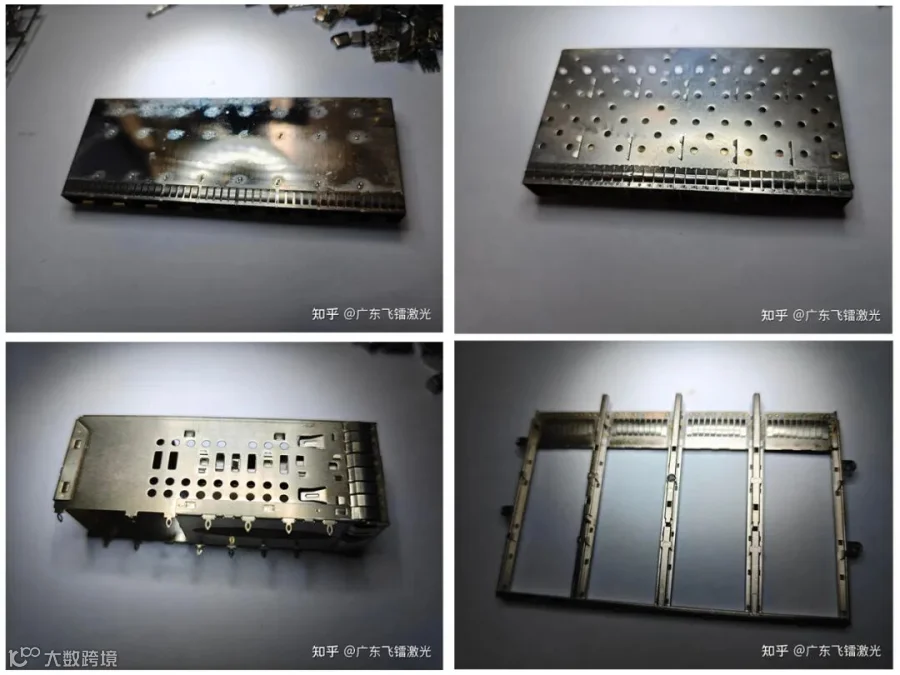
以QSFP+模块 为例,激光焊接的主要区域包括:
外壳接地焊接点:模块金属外壳与PCB接地端之间的焊点,通常为2–4个对称点,确保电磁屏蔽性。
固定片焊接:用于加强光接口的金属固定片,焊点需避免遮挡光学透镜或光纤插芯。
引脚补强焊接:在高速电接口(如XLPPI)引脚根部进行微点焊,增强机械强度。
你们觉得有收获吗?点赞、关注、转发,支持我们带来更多硬核科普!