
在工业焊接领域,光纤激光焊接正以惊人的速度突破材料与应用的边界。得益于激光技术与光束传输器件的持续创新,曾经困扰行业的焊接难题——从高反射率的铜材料、特性迥异的异种金属,到微米级薄金属箔与装配误差较大的零件,如今都有了更高效的解决方案。
新一代光纤激光器在光束特性、波长、输出功率及脉冲持续时间等维度实现了多样化突破。搭配先进的摆动焊接技术,不仅显著提升了激光与高反射材料的耦合效率,还能精准调控熔池凝固过程,消除气孔、裂纹等焊接缺陷。更值得关注的是,它能通过智能参数调整,有效补偿零件装配误差,确保焊接质量稳定可靠。这些技术升级让光纤激光焊接真正跨越了“不可焊”的鸿沟,为新能源、电子制造等行业带来了降本增效的全新路径。

此外,集成的全过程监测技术,如相干成像技术(ICI)允许在焊接过程中实时收集大量信息,帮助制造商严格控制焊接质量,提高生产率。这些驱动型技术正在共同促进无缺陷激光焊接技术在各行各业的先进应用中快速采用。
标准焊接头被设计成将准直的激光束聚焦到所需的光斑尺寸,并在光束传输过程中保持光束路径呈静态,在焦平面上呈现一个静态光斑。这种标准配置,导致每种设置仅限于面向特定的应用。相比之下,摆动焊接头在标准焊接头内整合了扫描振镜技术。通过用内部反射镜来移动光束,焦斑不再是静态的,并且可以通过改变各种图案的形状(图1a)、振幅和频率来动态地调节。光束速度Vc可以由摆动频率f和摆动直径D控制,Vc=π D f。
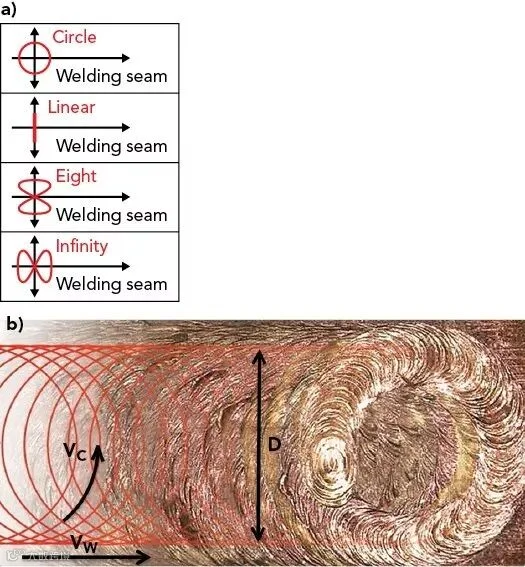
图1:摆动模式(a)和环形摆动图案(b)
焊接过程中,频率参数的优化设置需综合考量光斑尺寸、摆动直径,以及由此衍生的圆周速度(Vc)与线性焊接速度等关键要素。尽管有效光束速度受焊接线速度(Vw)影响,但在绝大多数工况下,圆周速度(Vc)显著高于焊接线速度(Vw),因而成为主导焊接动态特性的核心因素(见图 1b)。此外,该焊接技术可无缝适配标准同轴喷嘴与辅助气体端口。这种兼容性不仅能够有效抑制焊接过程中产生的金属蒸气,还能对等离子体云进行有效控制,显著减少焊接飞溅。值得注意的是,这些技术优势是远程焊接扫描头难以实现的。
在小光斑焊接场景中,摆动焊接技术的优越性尤为突出。当采用近红外(NIR)波长激光时,小光斑能够产生极高的功率密度,成功突破铜、铝等高反射率材料的焊接瓶颈,形成稳定的匙孔结构,同时获得较宽的工艺窗口。通过优化摆动参数,更可有效规避气孔、裂纹等焊接缺陷。这一技术突破极大地拓展了 1µm 光纤激光器在电动汽车与电池制造领域的应用边界,使传统倍频绿光激光器不再成为该领域的唯一选择。

连续焊
随着电池技术的革新与电池容量的持续攀升,电池制造行业对焊接技术的要求日益严苛。电动汽车作为这一趋势的核心驱动力,促使汽车行业及供应商积极探寻稳定、高效的焊接工艺,以满足大批量生产铜铝接头的需求,这类接头在电动汽车电池与电力存储产品中有着广泛应用。激光焊接铜及铜合金面临诸多挑战,根源在于材料的两大物理特性:其一,对多数工业级高功率激光的吸收率极低;其二,加工过程中导热性极强。焊接初始阶段,固体铜对近红外激光的吸收率仅为4%,导致激光能量耦合极为困难。尽管采用532nm绿光激光器等较短波长可提升铜对激光能量的吸收,但目前这一波段下,能够满足深熔焊需求的高功率且经工业验证的激光器仍存在技术缺口。单模和低阶模近红外1μm光纤激光器为上述难题提供了解决方案。此类激光器可将光斑聚焦至20μm的微小尺寸,1kW单模激光器能产生超过1MW/cm²的超高功率密度。凭借这种高功率密度,能够迅速突破材料对激光的吸收障碍,使熔融或蒸发态铜的吸收率大幅提升至60%以上,进而形成稳定的匙孔结构。铜焊接过程中的不稳定性同样不容忽视。由于熔化金属的低粘度与表面张力特性,低速焊接时极易产生飞溅和气孔等缺陷。研究发现,将焊接速度提升至10m/min以上,可有效抑制这些不稳定因素,实现稳定焊接。然而,这对传统运动系统(如机器人)的性能提出了极高要求,接近其工作极限。并且,随着焊接速度增加,熔深会相应减小,焊缝变窄,需通过增加激光功率进行补偿,无疑大幅增加了系统的资金投入成本。最新工艺研究带来了新突破:稳定焊接过程不再仅依赖提高焊接速度,动态定位激光技术同样能够达成。以摆动焊接头为例,该技术可在低线性焊接速度下实现稳定焊接,且对熔深影响甚微。实际应用中,仅需一台1kW单模光纤激光器,便可获得熔深达1.5mm的优质铜焊缝(详见图2),展现出显著的技术优势与应用潜力。
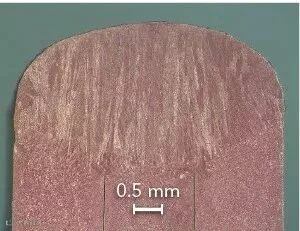
图2:用单模光纤激光器焊接三根扁平的1100铜线
摆动焊接技术并非仅局限于特定类型的激光器,其同样适用于高亮度多模激光器,并已在工业生产中广泛应用,显著提升了铝制外壳的焊接质量与焊接一致性(如图 3a 所示)。
在焊接铝制外壳时,摆动焊接技术展现出独特的热过程优势。相较于传统激光焊接,该技术能使铝制工件在焊接期间的温度变化更为平缓,冷却速率明显降低。这种温和的热作用方式,有效缓解了材料内部因温度急剧变化而产生的热应力集中问题,对消除常见焊接缺陷,如缩孔、疏松等成效显著,同时能够大幅抑制焊接飞溅现象的出现。
为了更直观地凸显摆动焊接技术的优势,我们针对 5000 系列铝外壳开展了对比测试。在相同的 3.5kW 功率条件下,分别采用标准焊接技术与摆动焊接技术进行焊接。测试结果清晰表明,运用摆动焊接技术能够实现更为稳定且无气孔的焊接过程。焊缝熔深达到 2mm,且焊缝表面呈现出良好的光滑度与均匀性。从整体焊接质量的综合评估来看,摆动焊接技术相较于标准焊接技术具有明显的优越性,为铝制外壳的高质量焊接提供了可靠的技术保障 。
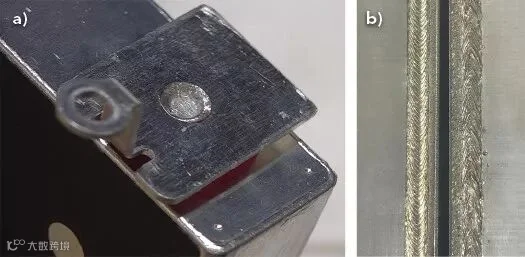
图3:焊接1100和3003铝电池外壳(a)。用摆动焊接技术(左)和非摆动焊接技术(右)获得的5000系列铝制外壳的焊接质量(b)。