

如果你正在为如何提高产量,或如何加快应对市场变化速度而烦恼,那小编建议你不妨从如何缩短换线或设置的时间下手。

煌牌SMT全自动生产线
没错,换线时间不一定不能缩短的。
首先,你是否曾经算过,假如每次在一台机器或者一条生产线上,平均耗掉一个小时来换线,每周平均进行8到10次从新设置,那么,每周就白白浪费了1个工作生产天,全年浪费52个工作生产天。
由此可见,换线成本很高,在严重侵蚀着你的潜在利润,现在。我们马上让你认真研究换线这回事。
什么是换线
在生产过程中,换线是指在同一台机器或一条生产线上,由生产某一个产品,转换成为生产另一个产品。换句话说,换线的意思,就是那个结束生产一个产品,到开始生产下一个产品中间需要的时间。
在精益制造的概念中,能否快速换线是十分关键的。因为它决定一条生产线能否灵活快速地应用多品种的生产要求。此外,快速换线还可以避免囤积产品,免除增加生产成本,最终造成浪费。
换线时间可以短至几分钟,到长达几小时不等,每天都必须进行数次(视乎生产需求),总的来说,换线的工序可以分为三部分,拆卸、设置及试产。
拆卸:指从生产线上完全清除上一个产品,所需物料及元件,所涉及调整的范围可以从简单调整、主要调整到完全拆卸整条生产线重来。
设置:指调整设置的整个过程,包括调整生产设备的操作来配合下一个产品的生产,或者是更换无法配合的组件来更好地顺应新产品的制造。一般来说,设置都需要同时进行调整及更换这两个步骤。
试产:指在正式开始生产下一个产品前,需要花费多少时间在复查整个生产测试流程,所谓正式开始生产一旦投产就可以达到100% 直通率。
换线降低生产效率
由此可见换线是一项费时的工序,它是导致SMT生产效率低及损失利润的主要原因,如果你要计算换线的成本,先要确定每个生产线的盈利目标,然后由此引申计算成本。
每条SMT生产线的盈利目标

以分钟计算的盈利目标
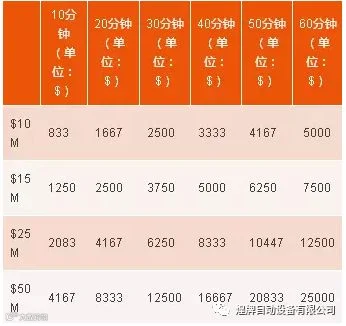
以上两个图表是按时间拆分每条生产线的盈利目标,由此可以发现两种情况:
浪费了的时间是不可能补回来的
节省了的时间是可以增加盈利的
你可能会问,到底如何可以节省换线时间,从而提升盈利呢?
计算你的换线时间
首先,我们先思考这个问题:你应该如何计算换线时间呢?应该从哪一个工序开始,到哪一个工序结束呢?
若以单一部机器来计算,换线时间是从结束上一批产品最后一块电路板开始,至下一批产品的第一块电路板进入机器为止。若以一条生产线来计算,换线是从上一批产品最后一块电路板从最后一台机器下线开始,到下一批产品的第一块电路板进入生产线的第一台机器为止。
在计算换线时间时,不能只计算停机的时间,还要包含完成生产第一件产品的时间,亦即试产。
事实上,有不同的方法去计算换线时间。不过,换线也只是影响高效生产的其中一个要素。若要全面了解如何达致高效生产,就要先认识总体设备效率(OEE)了,它会全盘考虑不同的因素,包括停机时间(生产时间)、性能表现和设备良率。
总体设备效率是一个综合指数,可以有效量度车间生产效率潜在的进步空间,它归纳了导致设备性能表现不佳的原因作为进一步分析及改良生产流程的基础。
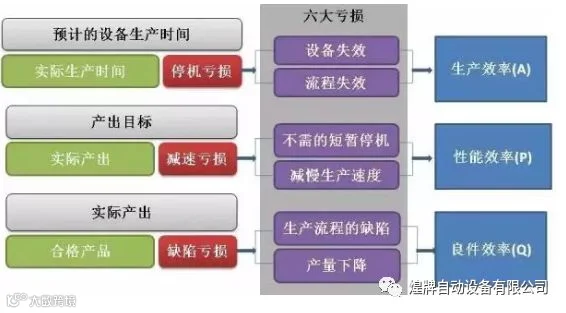
作为一个量度整体性能表现的指数,总体设备效率与设备的生产效率,性能效率及良件效率作为计算基础,明确指出造成生产线低效率的六大亏损。
生产效率绩效受停机亏损影响,停机原因可能是设备或者生产流程出现失效。
性能效率绩效受减速亏损影响,包括不需要的短暂停机或者减慢生产速度。
量件效率绩效受缺陷亏损影响,包括生产流程缺陷及产量下降。
设定总体设备效率的计算方法
利用Excel表格来设立一个数据库,由操作员输入每小时生产的电路板数量。一旦未能“达标”,操作员需在表格上标明一个停机问题,并将问题归入一个具体的类别及子类别,如送料器损坏。以下列举计算方法例子:
净生产时间
总生产时间
生产效率
假如你原先设定150分钟的净生产时间,后来出现一个损坏了的送料器,令生产线损耗了30分钟;另外,从生产产品A转入生产产品B的重设过程中,耗用了20分钟。那么,你的总生产时间 = 150 - (30+20) = 100分钟。
生产效率 = 100/150*100% = 66.66%
若以整条生产线来计算,你需要考虑整条生产线的总生产时间,因为你不能把生产线停机的时间也计算入内。基本上,这是计算整条生产线在进行生产时,它的表现有多好(或多坏)。
总产出时间
举例:速度A
产出件数
总产出时间 = (150/100 + 15/140)件/(件/时)*60分/时 = 96.43分
总生产时间
性能效率
良件效率是计算良件占整体产出件数的比例。
如果你生产了165块电路板,其中2块要返工,你的良件效率 = 163/165*100% = 98.78%。
基于以上数据,总体设备效率的计算如下:
总体设备效率 = (0.6666*0.8385*0.9878) * 100% = 55.21%
如果你将以上数据整理为一个图表,你可以发现你需要改良的生产效率是多少,然后你明白要如何改进你的生产设备(送料器),与及换线策略。
我想你现在也能自行计算你的总体设备效率了,而你也发现需要改进你的换线策略。到底如何操作呢?小编将下期探讨如何改良换线方法。

煌牌SMT全自动生产线
全自动送板机→全视觉锡膏印刷机→接驳台→SMT多功能贴片机→接驳台→多温区无铅回流焊
备注:该SMT贴片生产线为全自动线配置,全线只需1个操作人员即可。
●最多双边可放置80个送料器
●装备多种吸咀,并可手动更换
●可贴装多种元器件:各种电阻、电容、IC、BGA、QFP、CFP、μBGA
●最大PCB板800X330MM,适用各种PCB板,软性线路板,铝基板。
●满足国内电子厂、SMT加工厂、LED应用厂商,LED灯具厂商贴装LED3528,5050,3014,0402,0603、0805、1206、1210,1W大功率,3W大功率,IC等器件、封装器件二级管、三极管等,有效的提高了贴装的精度和效率,节省大量人工成本。
常规贴装产品
1、LED灯类:LED球泡灯、LED射灯、LED车灯、LED天花灯等。
2、亮化类:LED洗墙灯条、数码管、护拦管、LED彩虹灯等。
3、屏类:LED表贴显示屏、LED模组等。
4、大功率LED灯类:LED遂道,路灯、射灯、车灯、LED台灯、1W~3W平面、球面、双峰LED等。
5、电子产品类:电脑主板、MP3主板、电源主板、LED灯电源板、LED电源,LED驱动,LED模组,LED显示屏等。
6、适全500X330MM大小以内的LED产品。
煌牌能耗特征
节能:SKM-898系列贴片机应用最新的节能技术,整机电源功率为1.1千瓦。
而其它品牌贴片机最电源功率均为3千瓦—4千瓦以上。
例如工业用电为1元/度,每天工作24小时计算,5年为计算单位。
煌牌贴片机电源功率为1.1千瓦1.1×24×365×5年×1=48180元/RMB
通过上面计算方式可以看到,煌牌贴片机比其它品牌贴片机节省四分之三以上的耗电成本。5年总计节约耗电成本对比近10万元人民币。