
点击上方“润坦工贸发展有限公司”,
选择“置顶公众号” 关键时刻,第一时间送达!

PPR是三丙聚丙烯的简称,又叫无规共聚聚丙烯管,是目前建筑冷热水中采用最多的一种供水管道。具有使用寿命长、耐热性能好、耐腐蚀、导热性低、卫生、无毒等优点,是公认的绿色环保产品。
一般用户在安装PPR管材不可以在PPR管材管件上直接套上丝,应该采用热熔连接的方式来把管材管件连接起来.如果遇到PPR管材要与用水器或者金属管材连接的情况,这个时候需要使用到的管件必须带有金属嵌件的。

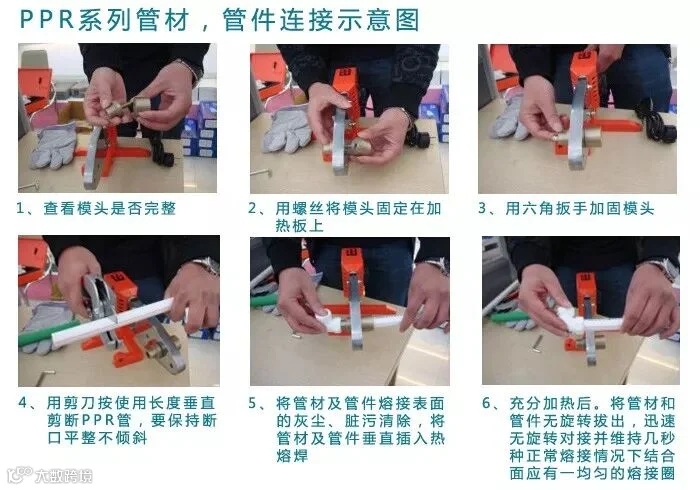
ppr管在热熔连接过程中需要注意很多事项,特别是对温度和时间等都有着严格的要求。因为它在安装使用时有着一定的程序,比如需要在温度达到合理状态时才能继续下一步等事项事项,并要严格按照步骤进行操作,操作过程中应注意的事项:
一、选择合适的热熔焊机:
1、温度控制要正确。温度控制在:253摄氏度—274摄氏度,如果温度低于253℃,管子和管件仅仅是薄薄的表面一层的熔化,一旦它们之间进行熔接,其熔接的强度就得不到保证,这就是我们通常所说的假焊现象,反之,如果温度高于274℃,管子和管件的表面分子遭到高温的破坏,使得PP-R形成稀薄的液体,连接后会使管子内径变小,更重要的是,连接部分会发生脆裂,尤其是在管路系统全部完工后进行通水加压,经常会发生此类问题;

2、恒温时间要长:恒温时间的长短是热熔焊接设备性能好坏的重要标志之一。热熔设备在升温至设定温度后仍有一个热量消耗的问题,特别是在冬季,风口处,即便是在非作业间隙,其热耗也是很大的,而一旦作业时,其管子和管件都在分别消耗热能,这就要求设备有很强的热能储存能力和及时补充能力。
 二、选择合格的焊套:
二、选择合格的焊套:
合格的焊套在设计时是充分考虑了管子焊接后的横面结构和焊接深度,以及表面不粘性和表面光洁性。末次焊接后应对焊套表面进行必要的清洁,以免焊接部分有杂质。
三、焊接中易发生的问题:
1、热熔焊机温度不正确,太高或太低,使聚丙烯性能发生变化;
2、焊套表面没有处理好,或表面涂层脱落使得与管子接触部分产生砂眼;
3、焊套尺寸不对,设计不对,使得管子的熔化深度与熔接结构不恰当;
4、焊接前没有对管子的焊接表面进行清洁处理;
5、焊接的管子与管件没有保持同心或直线。

四、正确的焊接操作规程:
1、热熔焊接前的准备工作
①、倒角器对管子端口进行15°倒角至原管壁厚的一半;
②、用清洁机(或酒精)和刷子对管子的焊接部分表面进行清洁;
③、连接前在管子与管件所要求的位置上做出标记。
④、每次溶解后,均要用干布或干纸擦净加热套和加热头,不要用清洁剂。
2、热熔和连接:
①、将管子和管件分别插入加热套和加热头后,不要旋转,也不要太快移动(要使材料有足够熔化时间)。
②、加热后,将管子和管件从加热元件上移除,不要旋转加热部分。
③、加热后立即将管子和管件沿轴线往一起压,不要转动。严格遵守热熔焊接标准的保持时间和冷却时间。

长按识别二维码关注润坦工贸公众号)