
2017年11月28日,广东中远海运重工有限公司正式挂牌成立,原广东中远船务工程有限公司和中海工业菠萝庙船厂重组整合而成的新公司。两个企业的结合意味着公司进入了新的阶段,“学川崎”势在必行,精益化管理制度,不断研发、学习借鉴、采用优秀的施工方法。
分段工区-DAP优化
具体措施
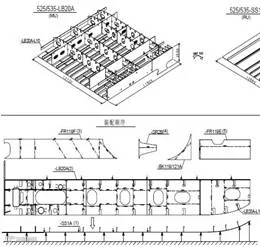
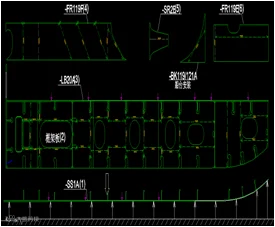
分段大组立中,LB20A只做片体,不做中组,外板上胎后框架板装完再将LB20A翻身反扣安装,减少了一次大件翻身,减少了中组翻身反扣定位安装难度,同时制作精度能够比较容易控制。
实施效果
避免了大件翻身的步骤,减少了翻身次数,节省了翻身时间约4小时。

管系预装-工具更新

具体措施
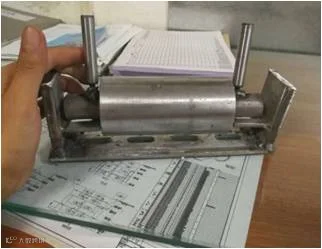
管系预装,采用纵把式割刀替代以往的橫把式割刀。
实施效果
使用时不受空间的限制,开孔更加圆顺。每个孔减少打磨量,缩短时间约3分钟。

管子制作

具体措施
管子制作过程中使用焊接桥接件工装,待其他区域焊接完成后拆除。
实施效果
焊接质量明显提升,管子对接焊NDT合格率提升了7.5%


具体措施
研发装配工装,在角钢上借力,实现无码装配。
实施效果
无码装配,实用轻便,减少码脚,减少码脚焊补磨,降本增效。

中组立

具体措施
改进中组立平台,胎架水平得到保证。
实施效果
做大中组立,制作精度提高,减少返工,提升降本增效。

码头舾装

具体措施
使用手提焊机代替船台普通焊机,连同接线盘,焊线。
实施效果
焊机使用时直接拉到作业点,节省焊线长度,使用夹扣式地线,简单快捷,不额外产生地线焊点的火疤。

船台工区-集配

具体措施
平直板缝采用半自动切割机开坡口替代手工靠模割。
实施效果
坡口光顺,平直。一次报验合格率较改善前提高了8.5%

电缆接线

具体措施
电缆接线过程中采用“打子弹”的方式,对子弹头进行改装,增加牵引用的麻绳,使用压缩空气的压力,将子弹从管路一段打到另一端,从而把拉电缆用的牵引麻绳顺利通过整个管路,
实施效果
免去了中间进入舱室和拆除管路法兰的麻烦,大大提升了效率。

电缆敷设
具体措施
电缆敷设中采用滚轴工装固定在托架上,每两米固定一个滚轴工装,减少电缆与托架之间的摩擦力。
实施效果
每百米电缆拉放节省工时约45分钟,提升了电缆拉放效率。

WP系列船排气管定位安装工序前移

具体措施
WP系列船排气管定位安装工序前移,N608船107分段排烟管在分段吊装前就组织工人将排气管按船装图纸进行精确定位,并把弹性吊架进行安装、焊接打磨完,膨胀节安装保护到位,分段预装所使用的临时支架清除、打磨平整。
实施效果
效率大幅提升,减少船台搭架工作量,仰面作业俯面做,单项工程节省工时约20小时。

螺栓孔修边倒角工具改进

具体措施
螺栓孔修边倒角工具改进,使用修边倒角器,此倒角器可以在修割时候自转,使用非常方便省力。
实施效果
改善前每修一个螺栓孔(以直接30mm的孔为例)需要1-2分钟时间,改善后每修一个螺栓孔只需要10-20秒时间。

管子单元整理

具体措施
内场制作,施工环境得到改善,效率大大提高。
实施效果
每根管子在内场以单元形式安装比在船上现场安装节省工时约0.5小时


图文|李 彬
编辑|区泳如
广东中远海运重工

