促进钣金交流,分享行业资讯
欢迎免费订阅,请加微信号:CISIE8
点击右上角按钮,即可“分享到朋友圈”
》》促进钣金交流,分享行业资讯《《
⑴ 正确的细分磨削工艺:粗磨、细磨、精磨、抛光等,合理选择磨削用量,锐特尔公司采用数控磨床加工,径向进给量自动控制,摈弃人为的大进给量,同时磨削工艺由电脑自动控制为:粗磨、细磨、精磨、抛光,同时根据磨削表面的大小来自动设定磨削进给量,进给时间和周期,磨削的全过程为较小的、均匀的、细致的进刀量。没有数控磨床的情况下,如适当减少径向进给量及砂轮速度、增大轴向进给量,使砂轮与工件接触面积减少,散热条件得到改善,也能有效地控制表层温度的升高,从而提高模具品质。

⑵ 合理选择和修整砂轮,一般厂家采用白刚玉的砂轮,它的性能硬而脆,且易产生新的切削刃,因此切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上采用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自锐性好可降低切削热。精磨时选择适当的砂轮十分重要,针对模具钢材的高铬、高钒、高钼、高钨状况,选用GD单晶刚玉、大气孔的砂轮比较适合(图1),同时要经常修整砂轮,保持砂轮的锋利性,防止磨削烧刀退火(图2)及龟裂。
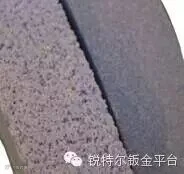

图1 GD单晶刚玉粗粒度大气孔砂轮与细粒度砂轮比

图2 冲头刀口平面磨床研磨时被烧刀退火的情况
⑶ 当加工硬质合金、淬火硬度高的材料时,优先采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自锐性好,磨出的工件粗糙度可达Ra0.2μm,CBN(立方氮化硼)砂轮加工效果更佳,当然是在数控成型磨床、坐标磨床、CNC内外圆磨床等高速、高精度机床上精加工,方能体现这种工艺的效果。在磨削加工中,要注意及时修整砂轮,保持砂轮的锐利,当砂轮钝化后,会在工件表面滑擦、挤压,造成工件表面烧伤,强度降低。因此选购数控磨床自动磨削,自动修整砂轮,自动控制进给就尤为重要了。
⑷ 合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮、内冷却砂轮、气槽式砂轮等。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有效的冷却作用,防止工件表面烧伤、内应力的产生。数控磨床即采用这种砂轮及冷却方式,对模具刀口刃磨(研磨)后使用寿命提高2~3倍。

⑸ 将模具热处理后的淬火应力降低到最低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变极易使工件产生裂纹,因此模具热处理后必须超深冷处理。锐特尔模具超深冷处理为-150℃。

⑹ 对于高精度模具为了消除磨削的残余应力,在磨削后还应进行低温时效处理以提高韧性;消除磨削应力必须将模具再回火处理,这样硬度可下降1HRC,残留应力降低50%~65%。由于数控冲床模具需要快速交货,一般厂家很难对加工好的模具再处理,只有大型模具厂家有可能做到这个工艺,因为大型模具厂家基本都是大规模做半成品或者成品库存,常用规格模具可以做到加工完成后再做人工或者自然时效处理,这也是大厂同样材质,同样工艺制造,模具品质普遍比小厂好的重要原因之一。

⑺ 采用电解磨削加工,改善模具制造精度和表面质量。电解磨削时砂轮刮除模具表面的氧化膜,而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧伤等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~100%。
您看此文用了 ![]()
![]() ·
·![]()
![]() 秒,
秒,
点击右上角分享至朋友圈,只需一秒哟~
》》促进钣金交流,分享行业资讯《《,欢迎分享到朋友圈让更多朋友阅读,更多精彩分享请关注钣博会微信公众平台,微信号:CISIE8