
点击蓝字
关注我们
近期接到来自广东佛山电器行业客户的需求,公司现有套日本进口的轴承工件内孔加工精密镗床,目前已使用20年之久,经过长达20年的使用,该套镗床已经无法满足其公司目前的产线配套需求,也无法实现如今行业对精度和效率要求。工程师对设备进行了初检查判断,做出了对该套设备进行升级改造方案。该项目的顺利实施,使得轴承精密镗床系统焕发出了新的活力,不仅大大提高了设备的加工精度,以及节拍的提升提高了生产效率,而且解决了老旧停产部件故障的维修难题,同时为其他老旧设备的更新换代提供了成功的案例和借鉴。


(1)设备专机要求:定位机构设备动作控制关联到主操作盘,控制程序修改,完成自动循环加工,自动循环停止及故障自诊断功能,满足生产节拍要求;报警信息在触摸屏上显示报警代码;
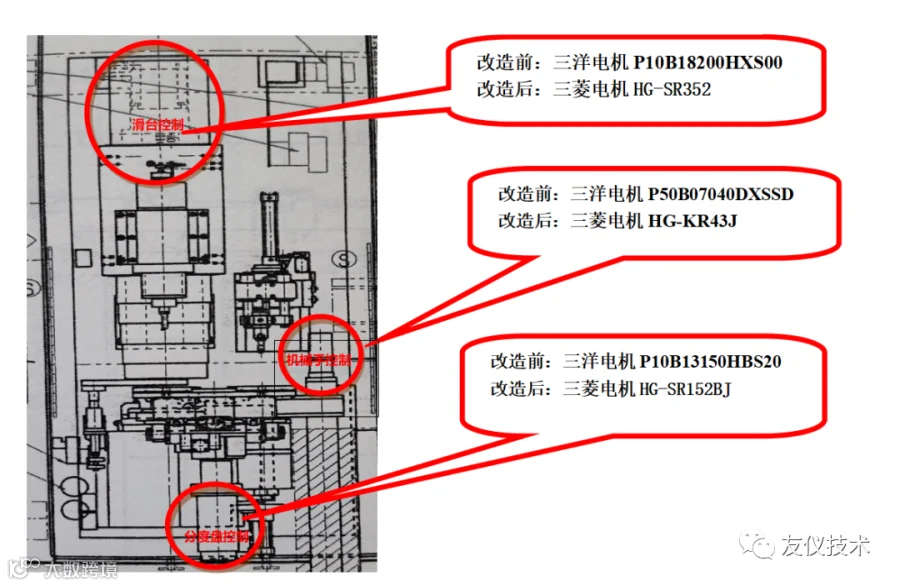
(2)调整结构要求:滑台主轴,分度盘,搬送机械手三洋伺服驱动器(FPM4D3C)系统升级改造为三菱MR-J4系列伺服驱动器;ACPU系统改造QCPU系统,提高设备加工精度及稳定性;原Proface/普洛菲斯触摸屏改造三菱触摸屏,方便调整参数,方便操作;原控制程序内部程序与新伺服的程序号对应一致,内部程序加工位置,控制速度,原点位置一致;更换机种与触摸屏调用一致,原伺服手动动作,半自动,原点设定功能一致,伺服原点应完善,一键回到伺服原点功能;

(3)运行结构要求:分度盘旋转节拍提升0.3S;主轴滑台机构平台与伺服电机同心度需在0.005mm的精度;改造工位伺服电机需安装不锈钢防水罩,保证电机防水性能;
(4)现场主体结构:伺服驱动器,电箱内部各电器元件标识使用部位(中文标识);运动控制模块、输入输出I/O模块、中转板,线路线码清晰有序,继电器采用欧姆龙品牌;伺服电机与伺服驱动器编码器线,电源线连接,线路内部整齐,各轴驱动器按原位置安装固定;


我们的工程师团队已经开始着手进行这项工作。他们将仔细检查每一个细节,以确保升级改造后的设备能够达到客户的期望。在公司编写框架程序,通讯组态并进行测试验证。


把原有控制柜的PLC和伺服驱动器拆卸下来,换上替代的Q系列PLC和MR-J4系列伺服驱动器,依托现有的控制线路进行线路改造。

给轴电机进行拆装

在狭小空间对进给轴电机进行拆装,需要精确的操作和丰富的经验


拆装供料抓手行走轴

对控制面板线路进行改接,换上GS2110-WTBD-N型号触摸屏。


拆装供料抓手行走轴

根据收集到的数据,使用适当的分析方法进行分析,再进行编写程序的过程


讨论分度盘的旋转方向角度

观察思考分度盘的旋转方向和旋转角度



与客户代表进行工艺探讨,逐步验证工艺是否正确以便修改控制程序;全流程测试时会及时发现程序BUG对程序做相应修改。


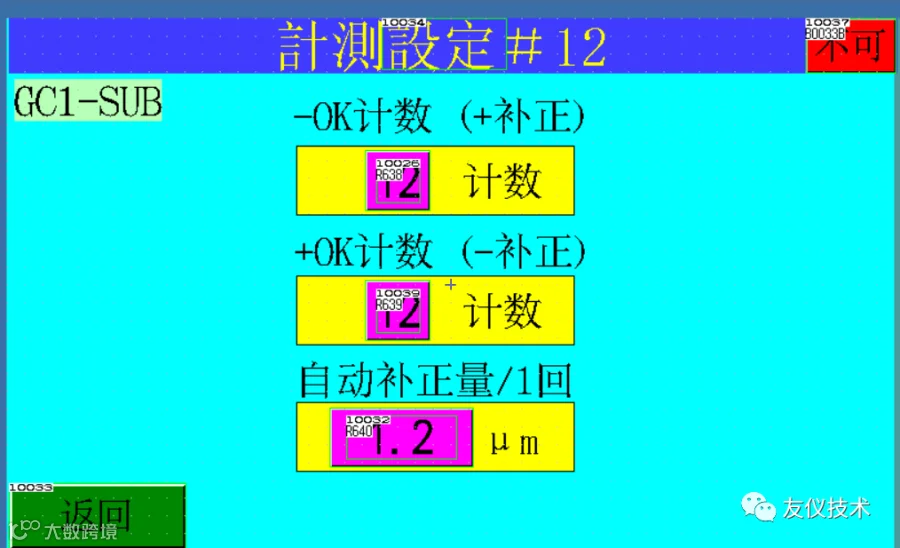
对工件的精度进行检定,并给出检定数据自动判定OK或者NG,有效降低操机人员的工作量。

操作难点
技术难点1:
随机的控制程序,电气资料和机械图纸缺失且是日文版本,需准确翻译,以及充足的经验才能实现软件更新后可以有效使用
技术难点2:
原装设备四轴伺服采用的是三洋电机,但该厂家已倒闭,无法继续提供配套部件。鉴于此情况以及基因延续。故采用三菱MR-J4系列的伺服完成替代配套
技术难点3:
通过相关资料和对旧程序的反复分析,最终确定分度盘齿轮比准确数据,完美解决分度盘精度问题。
技术难点4:
针对该套设备改造后的加工坐标定位精度可达0.004~0.01mm,加工面的表面粗糙度值小于Ra0.8μm的标准要求,选用型号QD77MS-CN定位模块满足精度需求。
技术难点5:
镗床内部空间狭小,结构复杂,对旧部件的拆卸和新设备的安装造成了一定的困难,任何一步操作都需要技术人员有充分的现场施工经验才能顺利完成。
