
随着金属加工技术的发展和新型刀具材料的出现,金属切削技术也在不断提高,各种切削技术相继用于加工不锈钢、钛合金、淬硬钢等难加工材料。目前,难加工材料的切削效率还很低,如何有效提高难加工材料的切削效率,降低加工成本,是当前制造业亟待解决的问题之一。
选择KHC难加工材料铣刀,再也不用担心不锈钢和钛合金加工效率低的悲剧!在金属加工切削的过程中,可能很多人第一想到的是只要切割刀具够锋利,那加工切割就没什么困难了。

殊不知,刀具的磨损将是很大一个问题,频繁更换刀具同样给生产加工带来了很大的麻烦。为了减少刀具摩擦,延长使用寿命,提高生产效率,选择好一款难加工材料铣刀非常有必要。
德国KHC新推出的KW系列铣刀是用于铣削难加工材料的,如钢件/不锈钢/合金钢/铁合金/耐热合金/镇基合金及真他高温合金等难加工材料切削。这样设计的刀具几何形状可使切削力的分布最优化并由此可获得较高的刀具寿命。采用TISIN纳米复合镀层,HV3300的高硬度,提升刀具更好的耐磨性和使用寿命。

切削加工性是指工件材料切削加工的难易程度,而材料的切削加工性是一个相对的概念,因为它不仅和材料本身有关,而且随切削加工条件和加工要求的不同而变化。
难加工材料之所以难以加工就是因为其相对切削性太差,如高硬度和高强度、高塑性和高韧性、低导热性、低塑性、高脆性、化学性能过于活泼等特点造成切削过程中切削力大、切削温度高、切屑难于控制、加工硬化严重和刀具耐用度低等问题。

不锈钢材料加工硬化性大,在切削过程中,被加工材料会产生塑性变形;不锈钢的导热率低,切削加工时切屑带走热量少,切削点的温度上升,导致刀具寿命变短;同时,不锈钢亲和性大,易使刀尖产生积屑瘤和后刀面产生附着物,从而使被加工表面精度下降。
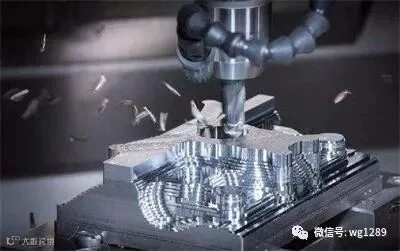
在高速金属切削中,对刀具的薄厚要求会高一些,一般采用的是比一般刀具薄10倍左右的刀具,这样切削加工速度更快,但是其发热量大,若选用油基类切削液的话,会产生很多油雾,严重影响加工不说,对环境污染也大,而且容易造成工件烧伤,使加工质量下降,降低成品美观度。而且因为高速切削过程中,切削速度快,切屑飞出的速度也异常快,导致加工困难。

如何应对难加工材料?难加工材料之所以难以加工就是因为其相对切削性太差,如:高硬度和高强度、高塑性和高韧性、低导热性、低塑性、高脆性、化学性能过于活泼等特点造成切削过程中切削力大、切削温度高、切屑难于控制、加工硬化严重和刀具耐用度低等问题。
难加工材料在切削加工中,通常出现的刀具磨损包括如下2种形态:由于机械作用而出现的磨损;由于热及化学作用而出现的磨损,以及由切削刃软化、溶融而产生的破断、热疲劳、热龟裂等。
根据难加工材料的切削特点,同时考虑其切削的特殊性,选择刀具材料时应考虑以下性能:高的硬度和耐磨性、高的耐热性、足够的强度和韧性。
除此之外,对于难加工材料的切削还应该特别注意以下2点:一是要避免因刀具材料和工件材料之间某些元素的亲和作用致使刀具磨损加剧;二是要根据刀具材料、工件材料及其他切削条件选择最佳切削速度。

1.区域市场保护,在同一区域我们只合作一家代理商
2.产品应用技术支持:前期提供材料及加工要求的分析、后续刀具选型,参数选配,技术引导等
3.在刀具使用整个过程中我们技术都会全程配合跟进,帮助客户及时地解决疑难点,如果有需要我们也可以进一步去到客户工厂来协助处理。
1、长期稳定的利润回报
2、统一健全的保护体制
3、高性价比的产品优势
4、稳定优质的产品质量
5、丰富齐全的规格型号
6、快速便捷的交货周期
7、全面专业的技术支持
8、快捷高效的配合团队
德国KHC高速钨钢铣刀出口全球80多个国家,38年专注钨钢铣刀,立铣刀,合金铣刀等钨钢铣刀设计及制造,德国KHC品牌是进口钨钢铣刀代理/加盟/批发畅销品牌。
张先生QQ:1985694834 / 13113679191
金玲QQ:2323440383 / 15007699257
全先生QQ:2110667353 / 13049466121
姜小姐QQ:2472858470/ 15889704752
微信号公众号:“wg1289”
KHC中文:http://www.khctool.cn/
KHC中文:http://www.khctool.com.cn/
企业邮箱:sales@khctool.cn
传真号码:0755-26581928
总部地址:深圳市南山区西丽街道办事处平山一路民企科技园第二栋西座2楼
更多精彩请扫一扫下方二维码,关注“wg1289”
