
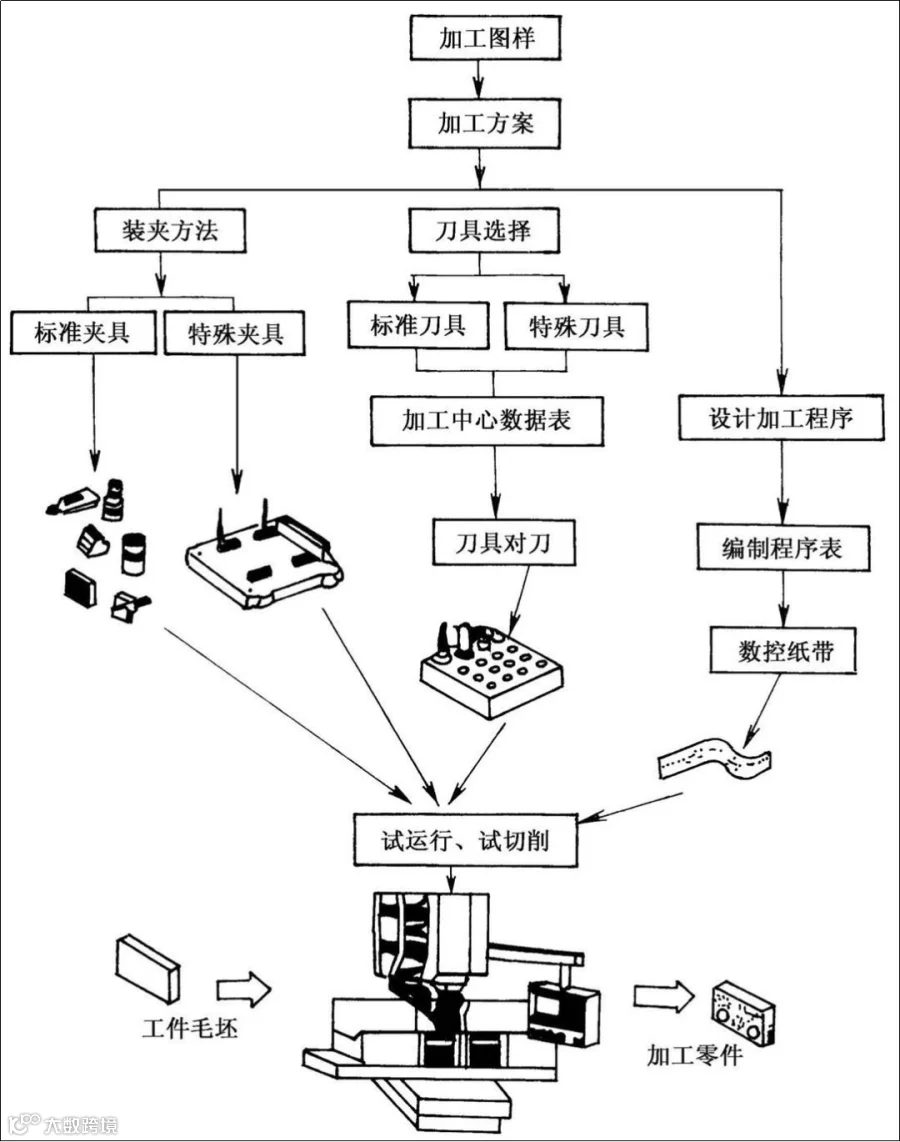
数控机床的出现是工业一大进步的表现,它能较好的解决复杂、精密、小批、多变的零件加工问题,是一种灵活的、高效率的自动化机床。程序编制人员在利用数控机床加工时,首先得进行工艺分析。根据被加工工件的材料、轮廓形状、加工精度等选用合适的机床,制定加工方案,确定零件的加工顺序,各工序所用刀具,夹具和切削用量等。现在来说说数控加工流程主要包括的几个方面内容:

(一)、零件图样上尺寸数据的给出应符合编程方便的原则
(二)、零件各加工部位的结构工艺性应符合数控加工的特点
① 零件的内腔和外形最好采用统一的几何类型和尺寸。
② 内槽圆角的大小决定着刀具直径的大小,因而内槽圆角半径不应过小。
③ 零件铣削底平面时,槽底圆角半径r不应过大。
④ 应采用统一的基准定位。
保证加工表面的加工精度和表面粗糙度的要求,结合零件的形状、尺寸大小和热处理要求等全面考虑。
在数控机床上加工零件,工序可以比较集中,在一次装夹中尽可能完成大部分或全部工序。首先应根据零件图样,考虑被加工零件是否可以在一台数控机床上完成整个零件的加工工作,若不能则应决定其中哪一部分在数控机床上加工,哪一部分在其他机床上加工,即对零件的加工工序进行划分。
工步的划分主要从加工精度和效率两方面考虑。在一个工序内往往需要采用不同的刀具和切削用量,对不同的表面进行加工。
① 力求设计、工艺与编程计算的基准统一。
② 尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。
③ 避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。
与传统的加工方法相比,数控加工对刀具的要求更高。不仅要求精度高、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。
粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
在编程时,应正确地选择“对刀点”和“换刀点”的位置。“对刀点”就是在数控机床上加工零件时,刀具相对于工件运动的起点。
对刀点的选择原则是:
1. 便于用数字处理和简化程序编制;
2. 在机床上找正容易,加工中便于检查;
3. 引起的加工误差小。
加工过程中需要换刀时,应规定换刀点。所谓“换刀点”是佰刀架转位换刀时的位置。换刀点应设在工件或夹具的外部,以刀架转位时不碰工件及其它部件为准。
以上便是数控机床加工的流程,希望能够对您有所帮助,我们会及时的更新有关数控加工技术的相关分享!
欲了解更多数控产品详细信息
请登录官方网站:www.stscnc.com
广东圣特斯数控设备有限公司
销售热线:0757-28991118
销售热线:0757-22805236
售后热线:0757-22805231

