
双面定位主轴系统拥有出色的性能,如今已广泛地应用于加工中心,很多机床制造商也纷纷采用该系统进行设计加工。BT-FC是一款双面定位系统,除锥面以外,还与法兰端面相接触,从而实现额外的端面支撑。该系统的明显优势在于出色的加工安全性和更长的使用寿命。
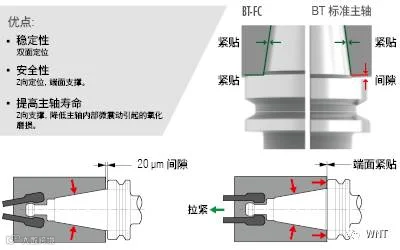
拉紧前,只有刀柄锥面与主轴接触;在平面与主轴之间仍有约20 μm的间隙。拉钉拉紧后,主轴会发生弹性形变,此时除刀柄锥面外,刀柄的平面也能与主轴端面相接触。只有发生弹性形变,才能充分、精确地利用这款高精度系统。
优点
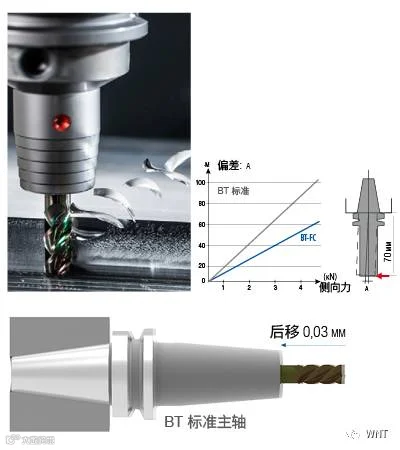
BT-FC能够在加工过程中明显改善刚性。其原理在于,增强的支撑可以提高刀具的弯曲强度。将较大的安装面与锥形刀柄相结合,能够抵消偏差,从而在加工过程中实现更高的精度并获得理想的表面质量。
Z向定位
当主轴使用超过18,000 rpm时,高转速产生的离心力会导致锥形主轴发生形变(喇叭口)。此时拉钉会把刀柄往后拉,刀具Z轴向后位移,支撑位置后移,导致返工及客户投诉。
提高主轴寿命
机床主轴锥形区域的磨损,是高精及高速加工中的一个大问题。这种磨损来源于机床振动和由此产生的两个金属表面之间的摩擦。端面支撑可通过增加刚度来防止刀杆发生氧化,因为这样可以减少机床振动。因此,能够显著延长机床主轴、刀杆和刀具本身的使用寿命。
组合选择优势
为了充分利用BT-FC刀柄的优势,刀具主轴必须也具有双支撑系统。BT-FC和标准MAS BT 系统能够结合使用,但在这种情况下,您将无法充分利用BT-FC系统的优势。
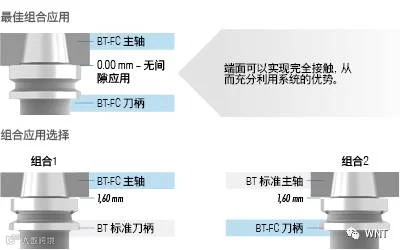
因此,最好咨询您的机床制造商,充分利用WNT BT-FC系统的诸多优势!