

中国淬回火弹簧钢丝三十年
邢献强1 董 峰2
(1 中钢集团郑州金属制品研究院有限公司,河南 郑州 450001
2 广州市奥赛钢线科技有限公司,广东 广州 511450)
摘要:文中简单回顾了我国淬回火弹簧钢丝产业30年来发展历程,详细介绍了我国淬回火弹簧钢丝产业及其原材料产业现状,并就其存在的问题进行了思考。
关键词:淬回火弹簧钢丝 现状 问题 思考
淬回火弹簧钢丝中,粗规格主要用于制造乘用车的减震螺旋悬架弹簧,中、细规格主要用于制造汽车、摩托车发动机和内燃机的气门弹簧,控制汽车离合的离合器弹簧,发动机皮带张紧轮弹簧,汽车刹车制动器弹簧,控制汽车后备箱开闭的扭杆和中、高档摩托车的减震螺旋弹簧,此外少量用于机械弹簧制造。因其强韧性好、屈强比高、疲劳性能好、平直度好,组织性能稳定、可承受的工作温度较高等优点,深受客户的青睐,在中国改革开放的近30年来得到长足发展,从首特威尔金属制品有限公司一家到全面发展,其产销量多年来一直稳居全球首位。但因种种原因仍存在诸多问题,下面详细介绍之。
1.产能与市场需求的矛盾
1.1产能
目前,我国淬回火弹簧钢丝生产企业数量和产能均位居全球首位,见表1~表2所示。但各企业产品的档次相差较大,良莠不齐,外资独资或合资企业产品质量相对较好,国有企业居中,民营企业较差。这主要归功于外资独资或合资企业具有先进的装备、成熟的技术、研发能力强、资金充裕、己有的销售渠道、独特的用人机制和良好的品牌效应。不过近几年,部分国有淬回火弹簧钢丝生产企业进步较快,为了满足市场需求,实现产业升级,加大了投资力度,己有多家从国外引进了先进的生产设备和检测设备,如中钢集团郑州金属制品研究院有限公司从德国进口了剥皮生产线,从日本高周波进口了感应加热淬回火生产线等。
表1 我国粗规格淬回火弹簧钢丝产业概况
所在地 |
生产厂商 |
生产线(条) |
年产能 (万吨) |
小计 (万吨) |
|
感应加热 |
传统加热 |
||||
江苏省
|
宝钢南通线材制品有限公司 |
6 |
4.6 |
17.7 |
|
无锡正太金属制品有限公司 |
5 |
2.7 |
|||
慕贝尔汽车部件(太仓)有限公司 |
3 |
0.9 |
|||
张家港泰博制钢有限公司 |
1 |
0.6 |
|||
启东市海纳特钢有限公司 |
2 |
1.5 |
|||
江阴法尔胜杉田弹簧制线有限公司 |
2 |
1 |
1.2 |
||
江苏金基特钢有限公司 |
3 |
1.4 |
|||
南京长江特钢 |
1 |
0.5 |
|||
南京东吴金属制品有限公司 |
1 |
0.5 |
|||
溧阳万金汽车配件有限公司 |
1 |
0.5 |
|||
宜兴市善卷玉山钢丝厂 |
3 |
1.8 |
|||
法尔胜 |
1 |
0.3 |
|||
江苏连云港天联工控 |
2 |
1.2 |
|||
浙江省 |
光泰集团浙江丽泰金属有限公司 |
4 |
2.4 |
11.2 |
|
诸暨市海纳特钢有限公司 |
2 |
1.5 |
|||
浙江华纬弹簧有限公司 |
3 |
1.8 |
|||
杭州金升金属制品有限公司 |
1 |
0.6 |
|||
浙江省诸暨金正弹簧制造有限公司 |
2 |
1.2 |
|||
诸暨金昌弹簧有限公司 |
2 |
1.2 |
|||
浙江富淳弹簧有限公司 |
2 |
1.0 |
|||
浙江金晟弹簧有限公司 |
1 |
0.5 |
|||
诸暨市昂科弹簧厂 |
1 |
0.5 |
|||
浙江建成发弹簧制造有限公司 |
1 |
0.5 |
|||
湖南省 |
湖南双威汽车弹簧钢丝有限公司 |
1 |
1.0 |
1.0 |
|
广东省 |
广州市奥赛钢线科技有限公司 |
1 |
0.4 |
0.4 |
|
天津市 |
天津冶金集团中兴盛达钢业有限公司 |
3 |
3.0 |
5.8 |
|
天津凯吉尔金属制品有限公司 |
2 |
1.2 |
|||
天津众益弹簧减震器有限公司 |
1 |
0.5 |
|||
天津高韧弹簧材料有限公司 |
1 |
0.6 |
|||
天津伟军金属制品有限公司 |
1 |
0.5 |
|||
四川省 |
成都宁兴汽车弹簧有限公司 |
2 |
1.2 |
2.7 |
|
成都蒂森克虏伯富奥弹簧有限公司 |
1 |
1.5 |
|||
上海市 |
上海中炼线材有限公司 |
10 |
3 |
3.5 |
|
上海力睿精密金属有限公司 |
1 |
0.5 |
|||
河南省 |
郑州制品院 |
3 |
1 |
1.9 |
2.5 |
淅川顺隆弹簧有限公司 |
1 |
0.6 |
|||
安徽省 |
郑州制品院马鞍山分公司 |
1 |
0.3 |
1.65 |
|
普利森特钢(安徽)有限公司 |
2 |
1.35 |
|||
合 计 |
46.45 |
||||
表2 我国中细规格淬回火弹簧钢丝产业概况
所在地 |
生产厂商 |
生产线(条) |
年产能 (万吨) |
小计 (万吨) |
|
传统加热 |
感应加热 |
||||
河南省 |
中钢集团郑州金属制品研究院有限公司 |
2 |
0.6 |
2.55 |
|
巩义市恒铭金属制品有限公司 |
3 |
0.7 |
|||
郑州新亚金属制品有限公司 |
2 |
0.35 |
|||
鹤壁高信线材制品技术开发有限责任公司 |
1 |
0.3 |
|||
河南省中威金属制品有限公司 |
2 |
0.4 |
|||
河南省富瑞德金属制品有限公司 |
1 |
0.2 |
|||
江苏省
|
江苏神王集团有限公司 |
3 |
0.6 |
2.0 |
|
宝钢南通线材制品有限公司 |
1 |
0.4 |
|||
铃木加普腾(钢丝)苏州有限公司 |
4 |
1.0 |
|||
广东省 |
广州市奥赛钢线科技有限公司 |
5 |
1 |
1.1 |
1.5 |
神钢新确弹簧钢丝(佛山)有限公司 |
2 |
0.4 |
|||
浙江省 |
诸暨市海纳特钢有限公司 |
3 |
0.6 |
0.6 |
|
安徽省 |
郑州制品院马鞍山分公司 |
5 |
0.8 |
0.8 |
|
湖南省 |
湖南双威汽车弹簧钢丝有限公司 |
1 |
0.2 |
0.2 |
|
江西省 |
江西进贤滔欣金属制品有限公司 |
1 |
0.2 |
0.2 |
|
合计 |
7.85 |
||||
注:因受笔者信息来源渠道所限,表1~表2中统计数据难免有遗漏。此外,受管理水平、装备水平和产品结构的影响,各生产厂家的实际产能和理论产能可能会有较大的出入,笔者根据多年的实践经验,对部分厂家的产能进行了适当修正,力求做到尽可能接近真实产能。
1.2市场需求
30年前(以1987年为例),我国的汽车产量为47万辆;30年后(以2017年为例),我国的汽车产量连续九年蝉联全球第一,产量为2901.54万辆(乘用车占比85.49%,商用车占比14.51%),同比增长3.19%;销量2887.89万辆,同比增长3.04%。其中乘用车产量为2480.67万辆,同比增长1.58%;销量2471.83万辆,同比增长1.40%。由此可见,随着我国经济进入新常态,汽车产销量也由“井喷式”进入微增长阶段。摩托车的产销量几年前就己进入下降通道。据此推测我国2017年的淬回火弹簧钢丝总消费量约为31万吨,其中粗规格25万吨,中细规格6万吨。
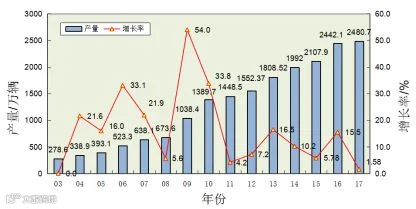
图1 我国2003~2017年乘用车产量及增长率
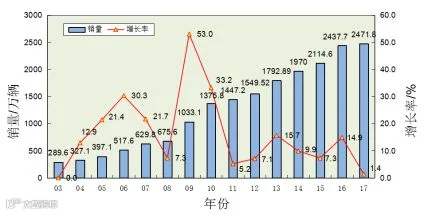
图2 我国2003~2017年乘用车销量及增长率
2.线材质量、淬回火弹簧钢丝质量、弹簧质量三者的不统一
弹簧企业基于自身利益和下游客户的要求,希望钢丝企业能够提供价格低廉、质量稳定可靠的淬回火弹簧钢丝,最好是永远不要出现因材料质量原因造成的弹簧服役疲劳断裂,当然这是不可能的。就产品的具体指标来讲,主要是表面脱碳、表面缺陷和非金属夹杂物。
GB/T18983-2017《淬火-回火弹簧钢丝》标准中7.2规定:钢丝表面不得有全脱碳,脱碳层允许深度不大于1.0%d,最大不超过0.15mm。GB/T19530-2004《油淬火-回火弹簧钢丝用热轧盘条》标准中5.6规定:应对盘条进行脱碳层深度检验,盘条一边总脱碳层(全碳层+部分碳层)深度不得大于盘条公称直径的1.0%,其中全碳层深度不得大于盘条公称直径的0.6%,供需双方也可商定更高要求的脱碳层。事实上,要想在弹簧钢盘条的所有品种、所有规格上百分之百做到绝对无全碳层,那是不可能的。这点世界著名钢铁企业都无能为力,不管是日本的神户制钢和新日铁,还是德国的撒斯特、韩国的浦项制钢都做不到。另弹簧表面亦要求无全脱碳。正常情况下,钢丝厂在淬回火弹簧钢丝生产过程中既不会产生新的全脱碳,也不会减少全脱碳,但会将盘条上的全脱碳遗传到成品淬回火弹簧钢丝上;弹簧厂在弹簧生产过程中,低温回火工序也不会产生新的全脱碳。由此可见,这三者在非剥皮条件下,是无法统一的。而增加剥皮工序,每吨钢丝的生产成本至少增加3000元以上,市场又无法接受,该怎么办呢?
GB/T18983-2017标准中7.7.1规定:钢丝表面应光滑,不应有裂纹、折叠、结疤、连续麻面等缺陷;允许局部有轻微划伤、麻坑等类型缺陷,但其深度应符合表3的规定。GB/T19530-2004标准中5.5.2规定:盘条表面应光滑,不得有裂纹、折叠、耳子、结疤、分层及夹杂。允许有局部的压痕、凸块、划痕及麻面,其深度或高度(从实际尺寸算起)不得大于0.10mm,供需双方也可商定更高的表面缺陷深度要求。而弹簧厂要求钢丝在冷卷时不能出现断裂,若断裂,轻则退货,重则罚款赔偿。众所周知,一个较大的麻坑或较小的折叠如果卷制时出现在弹簧外侧,当旋绕比较小时,要想绝对不发生断裂是很难做到的。由此可见,这三者在非剥皮条件下,也是无法统一的。
至于钢中非金属夹杂物,GB/T18983-2017和GB/T19530-2004标准中均无明确规定,仅提议由供需双方协商解决。这两个标准中为什么对非金属夹杂物指标这样阐述呢?原因有二:一是我国钢厂目前冶炼的弹簧钢中非金属夹杂物控制水平较普遍低,即使极少数企业非金属夹杂物控制水平较高,也做不到指哪打哪,不定哪炉钢中就出现了尺寸大于20μm的难变形大夹杂物,大部分企业根本就炼不出非金属夹杂物尺寸较小的弹簧钢;二是夹杂物种类、大小、分布对不同应力、不同服役条件的弹簧疲劳寿命的影响非常复杂,无法统一到一个标准上来。
表3 表面缺陷允许的最大深度
钢丝直径d/mm |
FD |
TD |
VD |
0.50~2.00 |
0.02mm |
0.015mm |
0.01mm |
>2.00~6.00 |
1.0%d |
0.8%d |
0.5%d |
>6.00~8.00 |
1.2%d |
1.0%d |
0.6%d |
>8.00 |
0.10mm |
0.08mm |
0.06mm |
3.国产弹簧钢线材现状
30年前,受装备水平和需求所限,国内只有少数特钢厂采用图3方式生产50CrVA和60Si2MnA线材,其产量、质量和今天相比不可同日而语。
目前,国内能够生产弹簧钢线材的钢厂很多,如宝钢、兴澄特钢、南钢、邢钢、武钢、马钢、鞍钢、济钢、沙钢、中天钢铁、华菱钢铁、韶钢等等。其产能满足国内需求绰绰有余,市场竞争非常激烈,同质化严重,主要品种为55SiCr和60Si2MnA,另有少量50CrVA和60Si2CrVA,除少量超纯净度弹簧钢线材和用量不大、要求又高、成分复杂的牌号外,钢厂生产的弹簧钢线材基本能够满足国内中、低端客户的需求。这主要得益于装备水平的快速提高,单就硬件来说,主流钢厂的装备水平并不比世界同类先进企业差,其工艺流程(见图4所示)也大同小异,差的是技术水平较低或技术成熟度不够、管理水平跟不上硬件发展水平以及炼钢设备无法做到专用。具体到产品质量上主要表现为表面脱碳严重(见图5~图6所示)、表面缺陷多而深(见图7~图9所示)、非金属杂物物尺寸较大(见图10~图16所示)、偏析严重(见图17~图18所示),另偶有淬火组织出现(见图19所示)。
废钢→电炉冶炼→模铸→复二重轧机轧线材→检测→打包
图3 低合金弹簧钢线材生产工艺流程一
预处理铁水+有害成分极少的废钢→初炼(转炉或电炉)→炉外精炼(VD或RH)→氩气保护浇铸(+电磁恒温加热)→大方坯连铸→开坯(+热火焰清理)→探伤、修磨→高线轧线材(+热眼探伤) →检测→打包
图4 低合金弹簧钢线材生产工艺流程二
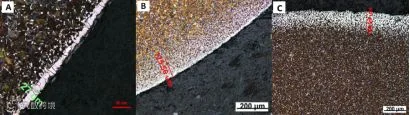
图5线材表面脱碳
(A为全脱碳;B为全脱碳+部分脱碳;C为部分脱碳)
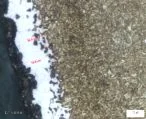
图6淬回火弹簧钢丝表面脱碳
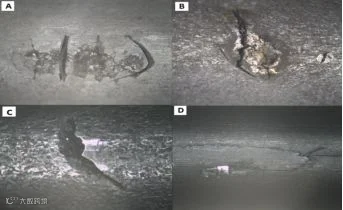
图7线材表面缺陷
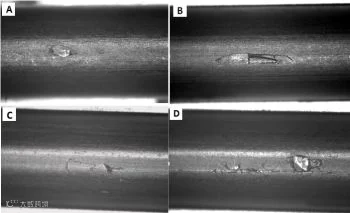
图8淬回火弹簧钢丝表面缺陷
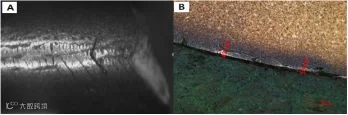
图9 引起卷簧断裂的表面缺陷
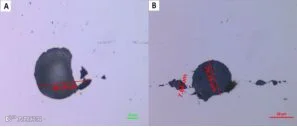
图10 球形夹杂物
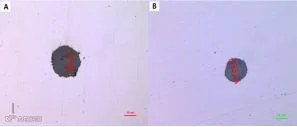
图11 标准球形夹杂物
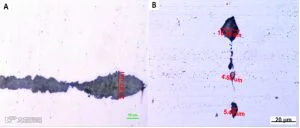
图12 硅酸盐复合夹杂物

图13 拉伸断口上的夹杂物形貌
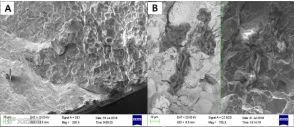
图14 淬回火弹簧钢丝滞后断裂源处的夹杂物
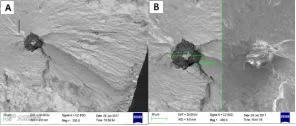
图15 离合器弹簧疲劳断口上的大颗粒球形夹杂形貌
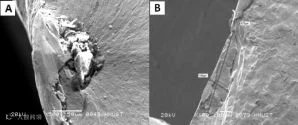
图16 气门弹簧疲劳断口上的夹杂形貌
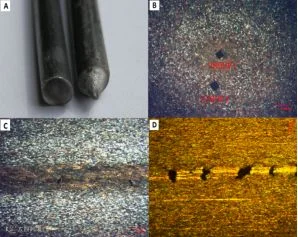
图17 引起拉丝断裂(笔尖状断口)的中心带状偏析
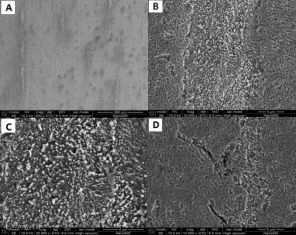
图18 偏析引起的淬回火弹簧钢丝异常带状组织
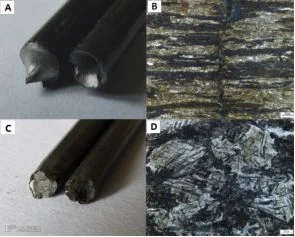
图19 引起拉丝断裂的线材异常组织
4.国产淬回火弹簧钢丝情况
30年前,国内只有首特威尔金属制品有限公司一家在生产淬回火弹簧钢丝,年产量不足千吨,规格范围Φ0.50~8.00mm,牌号为50CrVA和60Si2CrVA。上世纪90年代初郑州院开始研究中、细规格淬回火弹簧钢丝的生产装备和技术,并迅速产业化,主要生产70、65Mn、50CrVA和60Si2CrVA。于1997年引进加拿大R.D公司的粗规格淬回火弹簧钢丝生产线,其奥氏体化炉为燃油管式炉,回火炉为流动粒子炉。同时从日本住友金属和神户制钢进口SUP12和SAE9254弹簧钢线材,走上了我国淬回火弹簧钢丝品质提升之路,由于引进的关键装备——流动粒子炉技术不成熟,虽经多次技改,仍存在一些问题,最终只能将此设备淘汰,转而采用感应加热技术生产淬回火弹簧钢丝。今天,淬回火弹簧钢丝生产工艺流程主要有四种:一是最传统、最成熟的方式,但品质控制水平也最低;二是由一发展而来,虽然不能彻底杜绝表面缺陷和脱碳对弹簧疲劳寿命的影响,但至少可以将对弹簧疲劳寿命危害较大的表面缺陷标注出来;三是最先进的生产方式,主要用来生产气门弹簧级淬回火弹簧钢丝,国内除了外资企业——铃木加普腾和佛山新确之外,中钢制品院和宝通也可以;四是悬架弹簧用淬回火弹簧钢丝的先进生产方式。由于受关键装备、原材料供应和技术成熟度的影响,国产淬回火弹簧钢丝的高端化之路仍很艰难,由此造成了产品牌号和世界水平相比差距很大(见表4~表7所示)。
线材→酸洗、磷化→拉拔→淬回火热处理→检测→打包
图18 淬回火弹簧钢丝生产工艺流程一
线材→抛丸或砂带打磨→表面处理(磷化或涂层)→拉拔→淬回火热处理→离线涡流探伤→检测→打包
图19 淬回火弹簧钢丝生产工艺流程二
线材→剥皮→韧化处理→表面处理(磷化或涂层)→拉拔→淬回火热处理→离线涡流探伤→检测→打包
图20 淬回火弹簧钢丝生产工艺流程三
线材→抛丸→在线探伤→缺陷修磨→拉拔→感应加热淬回火热处理→在线涡流探伤 →检测→打包
图21 淬回火弹簧钢丝生产工艺流程四
表4 德国撒斯特弹簧钢线材牌号及其化学成分 ω/%
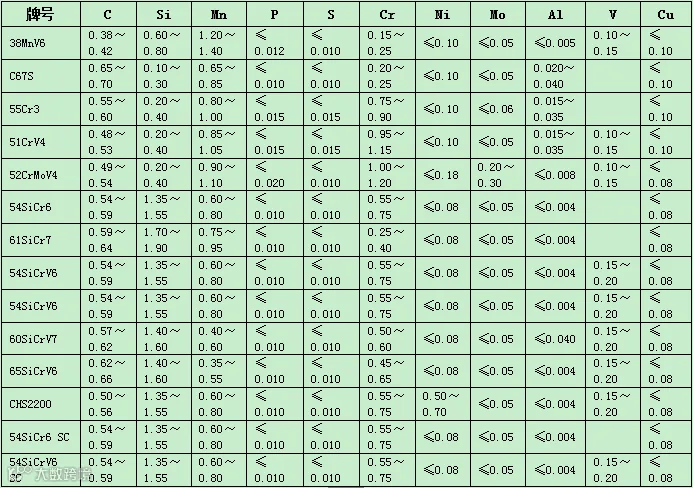
表5 日本汽车悬架簧用弹簧钢线材牌号及其化学成分 ω/%
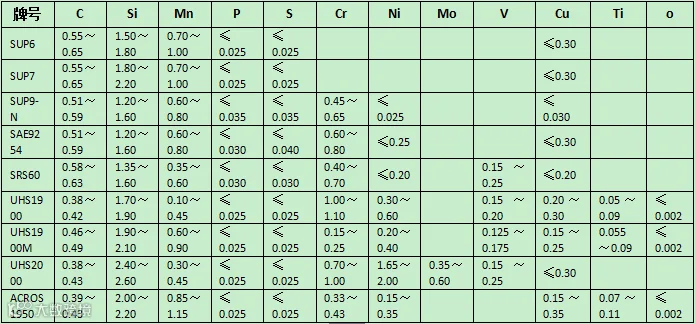
表6 铃木-加普腾气门弹簧钢丝牌号及其化学成分 ω/%
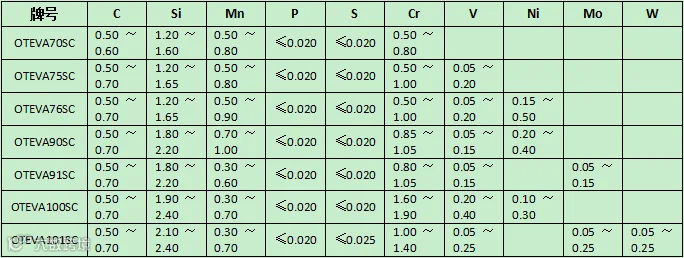
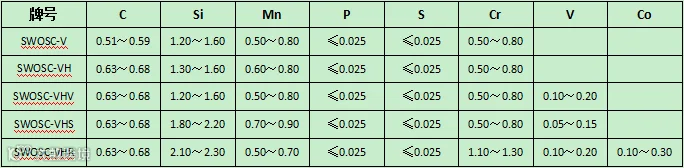
表7 日本住友电工气门弹簧钢丝牌号及其化学成分 ω/%
5.最新研究进展
中钢集团郑州金属制品研究院有限公司承担的国家“十三.五”重点研发项目《高强度弹簧钢及切割丝关键技术开发及示范应用》己取得重大进展,采用国产SiCrV成分弹簧钢线材,工业化生产的Φ12.5mm 2100MPa级悬架弹簧用淬回火弹簧钢丝抗拉强度2120~2140MPa时,断面收缩率为42%~45%。另郑州制品院自主开发的控制乘用车后背箱自动开闭弹簧用超高强度淬回火弹簧钢丝也已取得成功,抗拉强度2200~2250MPa时断面收缩率为大于40%。
6.思考
当下的中国淬回火弹簧钢丝产能已严重过剩,出口亦无优势,该产业如何生存与发展值得思考。
(1)产品主要集中在中低端,且同质化严重,低价抢单导致企业赔本赚吆喝,绝大多数企业只是钢材的搬运工,这种现象是不可持续的;
(2)国家汽车召回制法律法规和产品质量不稳定、不可靠之间的予盾如何破解?对中小钢丝生产企业来说,只要有一单产品召回,可能就是灭顶之灾,不但多年努力白废,还有可能导致企业破产的不可承受之重;
(3)新能源汽车的崛起,对气门簧、离合器簧用中、高端淬回火弹簧钢丝市场的冲击将会逐步显现;
(4)部分弹簧企业为了降低生产成本,提高自身的市场竞争力,学习德资企业——慕贝尔的经营模式,向上游延伸,既做弹簧又做钢丝,此处姑且不论对错及能否取得成功,但对现有市场必然造成一定冲击;
(5)高端产品被少数外资或中外合资企业垄断,自主品牌质量与牌号均存在一定差距,如何才能突围成功;
(6)企业如何通过自身人才的培养、储备,快速提高研发水平,在加大投入的同时,实现装备升级、技术升级和产品升级?跟上国家的供己侧改革政策;
(7)应向日本企业学习,通过钢厂、钢丝厂、弹簧厂和汽车厂的结盟,实现产业链的优势互补,抱团取暖。
7.展望
淬回火钢丝产业虽然是传统的,但也是不可替代的,未来的趋势应是集中度越来越高,强者恒强。在市场弱肉强食的法则下,现有竞争力弱、产能落后的企业将逐步被淘汰。
编者注:本文转载经过原作者同意,如需转载请与原作者联系,谢谢

