
1、切屑不得缠绕在刀具、工件及其相邻的工具、装备上;
2、切屑不得飞溅,以保证操作者与观察者的安全;
3、精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;
4、保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;
5、切屑流出时,不妨碍切削液的喷注;
6、切屑不会划伤机床导轨或其他部件等。
在满足上述要求的基础上,不同刀具对切屑长度还有不同要求。例如一般粗车钢料的最大切屑长度为100mm左右;精车则应稍长。要避免过于细碎的切屑,因为它容易嵌入机床导轨和刀具装置的一些重要部位(如基准面),这样不仅需要附加防护装置,还给清除切屑带来一定的困难。
对于某些不易断屑的刀具,如成形车刀、切槽车刀和切断车刀等,在数控机床等自动化机床上,应保证其稳定的卷屑。
1. 切屑形状的分类
根据工件材料、刀具几何参数和切削用量等的具体情况,切屑形状一般有:带状屑、C形屑、崩碎屑、宝塔状卷屑、发条状卷屑、长紧螺卷屑、螺卷屑等(见图1)。
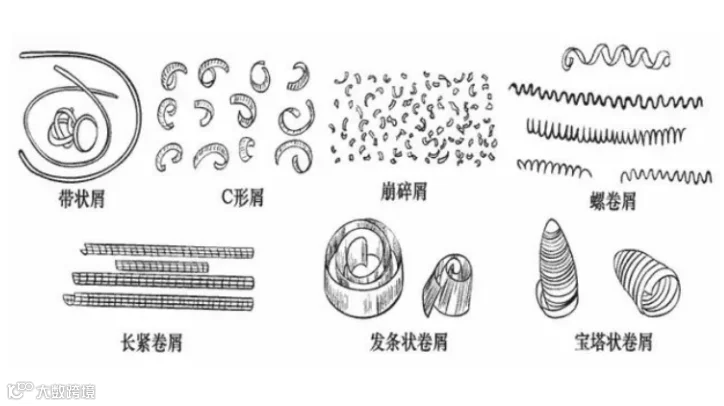
▲图一(图片来源于网络,侵权请联系后台删除)
2. 切屑折断的原理
切屑的变形可以由两部分组成:
第一部分是切削过程中所形成的,我们称之为基本变形。用平前刀面车刀自由切削时所测得的切屑变形,比较接近于基本变形的数值。影响基本变形的主要因素有刀具前角、负倒棱、切削速度三项。前角越小,负倒棱越宽、切削速度越低,则切屑的变形越大,越有利于断屑。所以,减小前角、加宽负倒棱,降低切削速度可作为促进断屑的措施。
第二部分是切屑在流动和卷曲过程中所受的变形,我们称之为附加变形。因为在大多数情况下,仅有切削过程中的基本变形还不能使切屑折断,必须再增加一次附加变形,才能达到硬化和折断的目的。迫使切屑经受附加变形的最简便的方法,就是在前刀面上磨出(或压制出)一定形状的断屑槽,迫使切屑流入断屑槽时再卷曲变形。切屑经受附加的再卷曲变形以后,进一步硬化和脆化,当它碰撞到工件或后刀面上时,就很容易被折断了。
3. 几种常用的断屑方法
如前所述,断屑槽不仅对切屑起附加变形的作用.而且还能实现控制切屑的卷曲与折断。只要断屑槽的形状、尺寸及断屑槽与主切削刃的倾斜角合适,断屑则是可靠的。不论是焊接式刀具还是机夹式刀具,是重磨式刀具还是不重磨式刀具都可采用。
为了适用不同的切削用量范围。硬质合金可转位刀片上压制有多种形状及不同尺寸的断屑槽,便于选用,这样既经济又简便。这种方法是切削加工中应首选的方法,也是应用最广泛的方法。
4. 改变刀具几何参数和调整切削用量
由前面所述的切屑折断原理可知,减小刀具前角;增大主偏角;在主切削刃上磨出负倒棱;降低切削速度;加大进给量以及改变主切削刃形状等都能促使切屑折断。但是,采取这些方法断屑,常会带来一些不良后果,如生产率下降,工件表面质量恶化、切削力增大等,这种方法,在自动线上很少采用,有时只作为断屑的辅助手段。
此外,采用切削液可以降低切屑的塑性和韧性,也有利于断屑。提高切削液压力更能促使切屑折断,孔加工中,有时就采用这种方法。
加工实况,戳视频观看↓↓↓
(视频建议WIFI网络观看)
欲了解更多数控产品详细信息
请登录官方网站:www.stscnc.com
广东圣特斯数控设备有限公司
咨询热线:0757-28991118

