
实干成就你我 诚信铸造未来
以汽车零部件作为例子来看,有很多的孔加工,在工具费用上属于除了铣削加工外成本最多的加工了。孔加工的成本控制,一直倡导通过重复研磨来实现。但是在研磨上有三大问题。
一是,在研磨时定位较难,刀尖形状很容易发生偏差。
因此重复研磨后的产品很难取得与新品相同品质的直孔。要么孔呈椭圆型、要么孔径变大、弯曲、或者位置上出现偏差,严重的时候甚至钻杆折断等情形都有可能发生。因为存在着这样的原因,所以想要使用重复研磨的钻头的话,也只能退而求其次来降低对加工条件的设定,而这又注定会给生产效率带来很大的影响。
二是,重复研磨会导致钻头直径变小。
特别是高效钻头因为后角较大,数次研磨后还会发生产品超差的问题。
三是,全长的问题。
每次进行再研磨都会使钻头全长变短。因此、使用重磨后的钻头时,必须要再次对刀和修改程序,会造成非加工时间变长,另外,在重磨后再次使用时很容易发生错误。
在最开始选定钻头时,因为考虑再研磨所需要消耗的部分,因此会选择比加工需要的长度更长的钻头。虽然表面上看是为了考虑成本而有选择可重复研磨的钻头,但事实上这些不需要的伸出量和长度等都助长了上述所讲到的问题点的发生。
为了解决这些钻头的问题点、实现生产效率的提高与降低成本,诞生出了不重磨式的钻头。
不重磨式的钻头有两大种类,刀片更换式和模块式。刀片更换式就是将钻尖分割成二个以上的零件(即刀片)来实现低成本化,但另一方面其精度就会受到限制。
模块式则就是与整体式钻头同样的形状,钻尖部分可全体更换,兼顾高精度与性价比。
京瓷的产品中、刚才所提到的前者就是“DRX型”钻头、而后者则就是新产品“DRA型”钻头。
大家先来欣赏一段京瓷“DRA型”钻头精彩的视频,大饱眼福啊。
京瓷开发出最新的钻孔工具“DRA型”钻头、实现出以下几大特点。
肯纳金属近期推出的RMR 和 RHR 铰刀采用硬质合金刀整体焊接设计。与传统铰刀相比,这款产品大幅可以降低制造成本,并可进行多次修磨。此外,根据工件材料种类的不同,最新涂层 KCU05 的使用寿命可以比 KC6305 涂层长两倍。可为客户显著降低单位孔加工成本。
•钎焊部位具有更高的强度。
•在实际用中温度对跳动量没有影响
•因为刀头部位完全采用硬质合金材料,因此有更好的刚性,并且可减少振动
•传统铰刀平均可以进行三次修磨,根据磨耗情况,这款刀具至少可以进行四次修磨。
•由于切屑摩擦式挤压,传统的焊接铰刀的钢制部分容易磨损。而这种新设计可避免类型情况发生。
•KCU05 是特别为铰削加工而开发的,与市场上目前应用的铰刀材质相比,具有更为卓越的性能。
•在钢材料加工中,其表面光洁度的保持时间要比常规 TiAlN 薄涂层长三倍
•在铸铁材料加工中,其表面光洁度的保持时间要比常规 TiAlN 薄涂层长两倍
该产品主要应用于交通行业,通用机械加工行业,航天航空行业。特别在对大型工件进行大批量加工时,可以最大程度地降低加工成本。
现如今,全球的汽车供应商都在开发更经济、更节能的加工方案,来应对日益严重的环境问题及能源浪费。在加工的过程中,就算单单只是在每个部位节省一分钱的成本,这也是汽车制造商和其配套厂商所不断追求的。如何才能打破加工的瓶颈,从而更加有效地缩减生产成本?一把性能出众的刀具,一定能让你事半功倍。
一段精美视频完美解读此款产品的特性
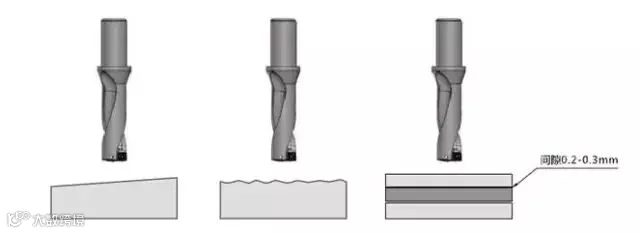
以上是OSG最新的ADF硬质合金平头钻,该款平头钻具有锋利的切削角度、更宽的容屑槽设计和平衡的底刃式样。上述特点使其最适用于加工汽车发动机连杆和轮毂的螺栓沉孔加工、缸体的平底孔加工、发动机曲轴的引导孔加工等。除此之外,ADF还能进行斜面加工、薄板加工、曲面加工、偏心孔校正等。另外值得一提的是,ADF使用了OSG专利的EgiAs涂层,该涂层具有优异的耐磨性和耐热性,这一特点能在最大程度上防止刀具崩刃的产生并增加加工的稳定性。
产品特点:
刀片厚度增加,强度提高,性能提升;
除加工铸铁、难加工材料刀片材质外,新增加工软钢、不锈钢刀片材质;
更具性价比优势
切削力平衡设计,并经实验室大量切削修正
刀体采用高强度合金钢,保证刚性
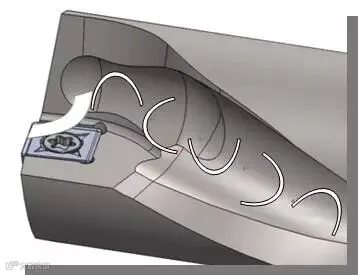
专利设计的全新槽形,保证断屑、导屑和排屑性能优异
刀体表面超强耐磨处理(表面硬度≥800HV)
刀片由森泰英格独立设计,欧洲顶级刀片制造商OEM制造
内、外刃刀片相同,且可4次转位,经济、方便
适合多种工况加工




转自“金属加工”