# 精密缸筒 #
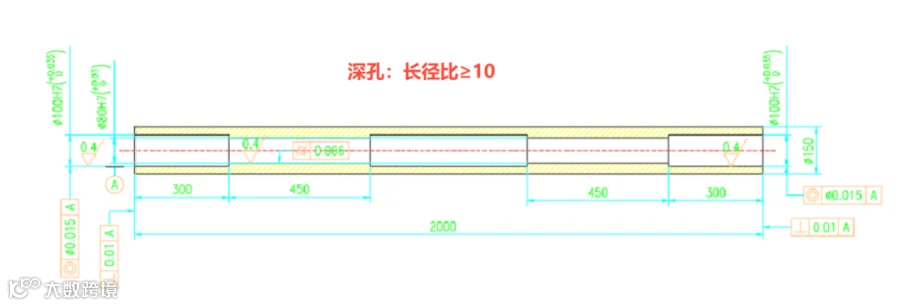
缸筒内孔加工精度稳定在H7,表面粗糙度达到Ra0.2 ~0.8μm,形位精度达到IT6级。其中内孔圆柱度≤0.01mm、内孔母线直线度(中心轴线直线度)0.01/1000。
# 阀 #
阀孔加工精度稳定在H6,表面粗糙度达到Ra0.2 ~0.8μm,形位精度IT6级。其中内孔圆柱度0.004mm,内孔母线直线度(中心轴线直线度)0.006/300。
# 缸筒加工工艺 #
利用专利机床独特的工作原理,可进行深盲孔加工,克服了通孔加工后焊接(油缸缸筒的传统加工方法)产生的缸筒变形。
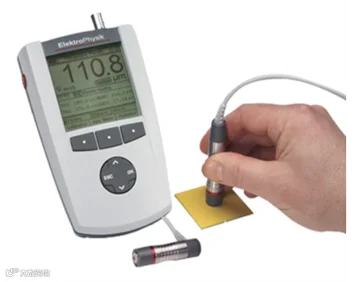
# 检测技术 #
利用机床独特的工作原理,解决了深孔形位精度在位检测的技术难题。
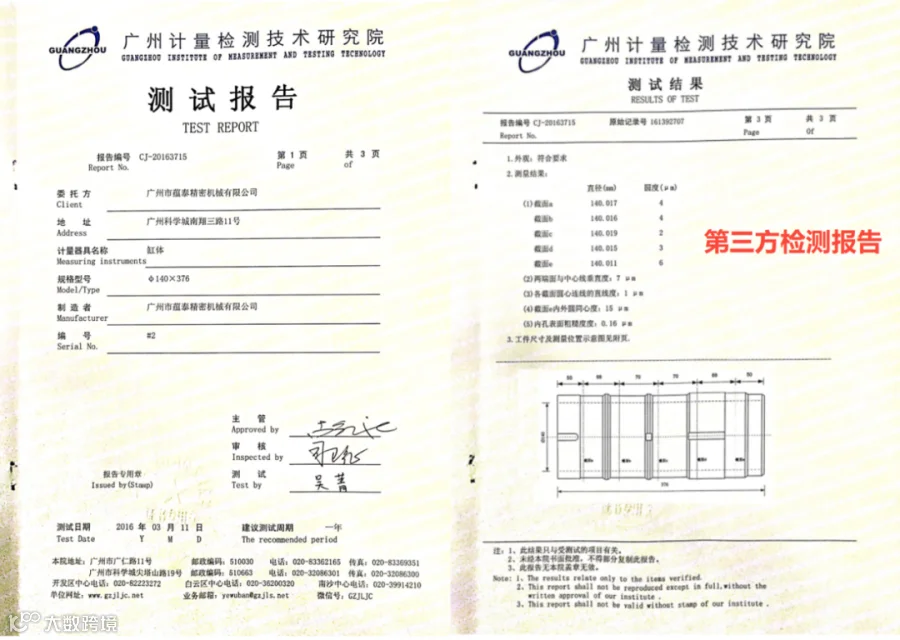
第三方检测报告
深孔液压元件首选专家

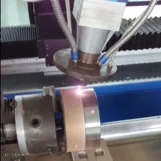
利用激光将性能涂层(锡磷青铜)结合到产品的基础材料上。该工艺使用激光创建基础材料的浅熔池。将涂层材料以粉末或线的形式引入该熔池中。来自激光器的能量随后熔化涂层材料,从而在涂层和基底材料之间形成真正的冶金结合。
主要优点
➊不会分层或切断;
➋提高产品设计的灵活性;
➌几乎不变形,不论零件大小;
➍比热喷涂高10%以上的耐磨性;
➎承载能力大,能承受较大冲击;
➏降低产品的复杂性,减小体积;
➐高低温适应性强,能到-200~200℃
实物图



根据不同使用环境和工况,表面采用不同的表面处理技术(超音速喷涂、QPQ、电镀等)。

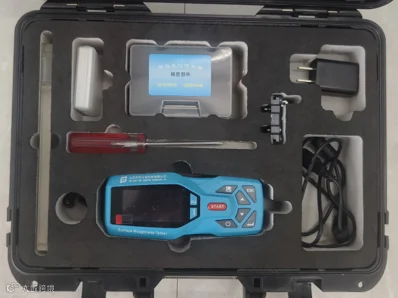
部分设备展示