

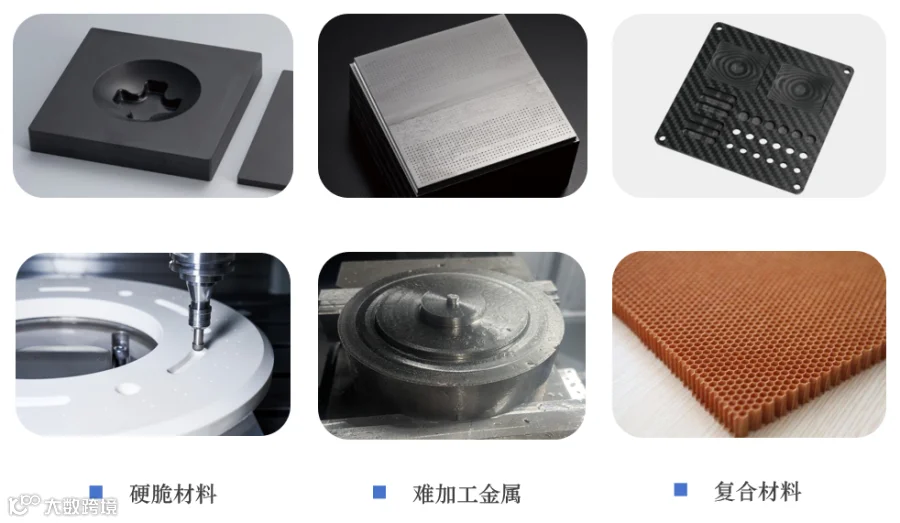
以先进陶瓷、光学晶体、高强韧性合金、高强度蜂窝以及陶瓷基复合材料为代表的新型材料,在机械、物理和化学性能多个方面具有独特的优势,如部分典型材料同时具备了密度低、强度高、韧性好、耐磨损、化学稳定性高等特点。该类新型材料在航空航天、消费电子、半导体、汽车、医疗等多个领域发挥了极为关键的作用,具有广阔的应用前景。
随着多个领域关键部件及产品性能要求的日益提高,以及各类高性能新材料的不断出现,对机械加工技术的要求也愈发严苛。面对被加工材料的性能提升、加工质量的高要求以及加工特征的复杂性,传统机械加工工艺方法已很难完全解决各类加工难点和痛点问题,严重影响航空航天等领域的加工制造质量和生产效率。
因此,亟须发展创新加工技术和工艺,不断提升加工效率和加工质量,才能满足现代科技工业发展的需求。

超声加工技术
在高端制造领域应用越来越广泛
近年来,超声加工技术在高端制造领域的应用越来越广泛,其历史起源可追溯至上世纪20年代:
·1927年,美国物理学家伍德和卢米斯最早做了超声加工试验,利用超声振动对玻璃板进行雕刻和钻孔,但当时并未应用在工业上;
·1951年,美国的科恩制成第一台实用的超声加工机;
·1964年,英国学者LEGGE使用固结金刚石磨粒的刀具,对玻璃、陶瓷等材料进行旋转超声深孔加工,取得了良好的加工效果,但仍存在加工效率低、深孔加工能力差、刀具磨损严重等问题。
2000年以来,随着硬脆、复合及难加工金属材料在高端、精密装备领域的应用需求越来越广泛和迫切,在传统超声加工的基础上发展起来的旋转超声加工逐渐又成为了国内外研究的热点。
之后,由于机床研制技术的不断提高,以及压电陶瓷作为超声换能器主要应用材质的技术逐渐成熟,把超声加工技术融入数控机床成为高端数控机床研制的重要方向。
与传统加工相比,超声加工硬脆、复合及难加工金属等材料具有抑制微裂纹产生、降低切削力、延长刀具寿命、减少工件毛刺、提升表面质量、解决硬脆材料深微孔加工难题等众多突出优势,备受业界认可,目前已在航空航天、3C消费电子、半导体、医疗器械等领域得到广泛使用,创新的加工技术推动着我国高端制造业进一步升级。

超声加工技术的原理及优势
01
超声加工技术原理
超声加工技术的原理是通过超声频电振荡转变为机械振动,使刀具旋转加工的同时施加每秒几万次的振动,使加工过程中刀具与工件产生周期性的分离,从而使得排屑更顺畅、冷却更好,并提高被加工表面精度,进而大幅提升加工效率,延长刀具寿命以及改善工件的表面质量。
▼点击视频查看超声加工技术原理
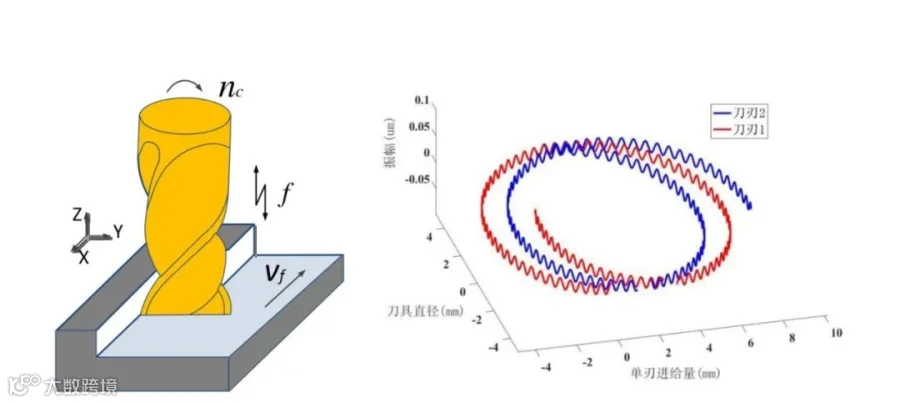
刀具除做相对于工件的高速旋转运动外,还以一定的振幅做超声振动,刀尖运动轨迹方程如下:
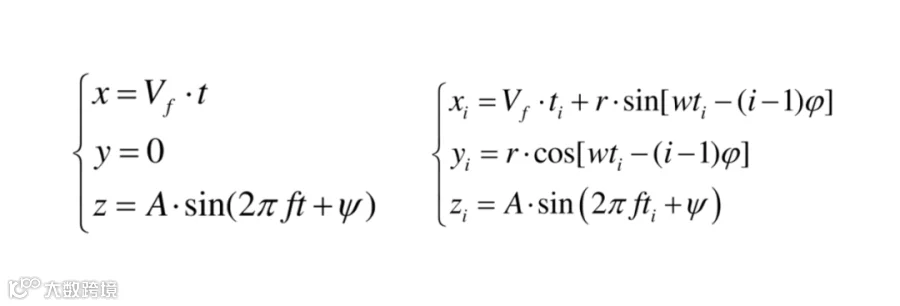
▼刀尖运动轨迹示意图
02
超声加工的应用形式
超声加工的应用形式主要包括超声铣削及钻削、超声磨削、超声切割三种:
应用原理:超声铣削及钻削加工过程中,刀具与工件产生周期性的分离,可有效降低切削力,减少刀具与工件的摩擦,以减少刀具的粘结磨损、氧化磨损以及崩刃,进而提高刀具寿命,提高表面加工质量。广泛应用于各种难加工金属材料加工,解决行业加工痛点。

应用原理:超声磨削加工过程中刀具与工件产生周期性的分离,可有效减小硬脆材料工件表面微裂纹的产生,使排屑更顺畅、避免砂轮堵塞、冷却效果更好,进而大幅提升加工效率,延长刀具寿命以及改善工件的表面质量。

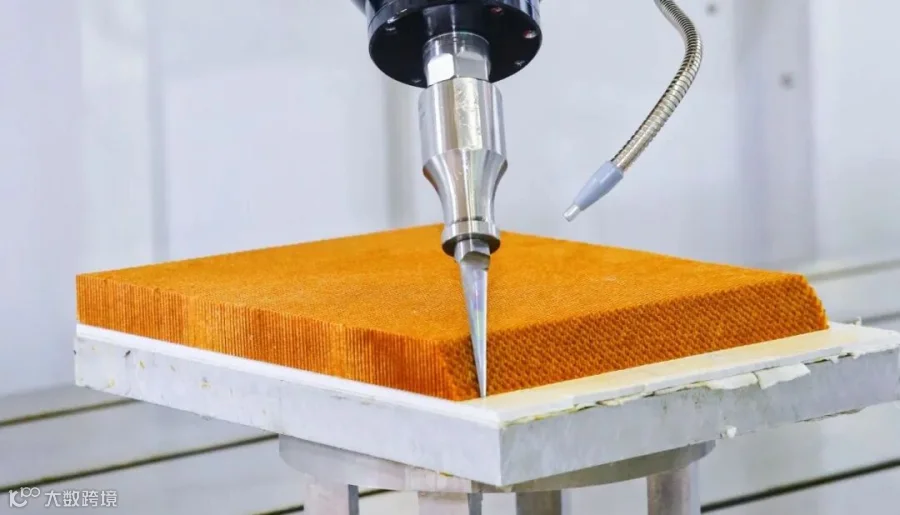
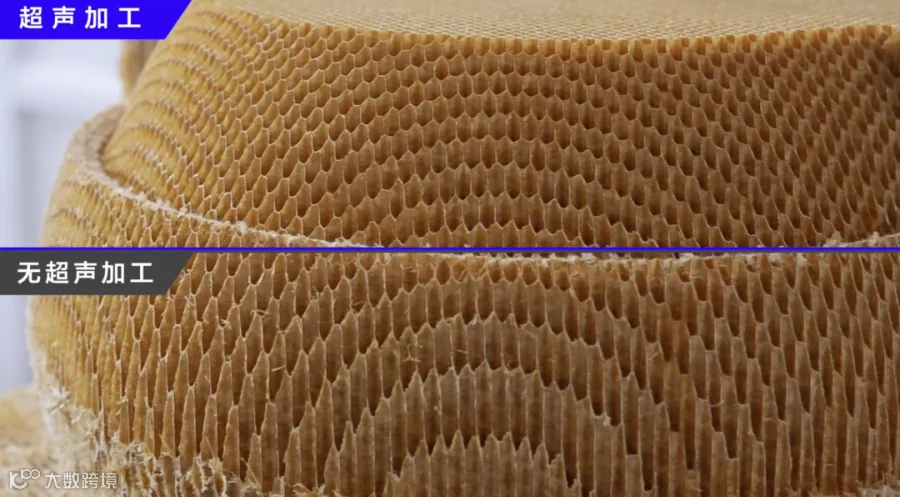
应用原理:超声振动冲击促使蜂窝材料沿切割方向的内部微观裂纹快速扩展,进而产生超前微观断裂,所以切割时只需要较小的切割力就能将材料切断,从而改善工件加工质量,减少毛刺和粉尘。同时由于刀具与工件形成一个周期性的切割分离,缩短了刀具和工件之间的相互摩擦时间,增长刀具寿命。
03
超声加工技术的加工优势
相较于传统加工方式,超声加工表现出极大的优越性,主要体现在以下六个方面:
① 抑制微裂纹产生
普通加工硬脆材料,工件表面微裂纹明显,亚表面损伤大。超声加工使刀具及工件产生周期性分离的特性,使连续加工转变为断续加工,有效抑制微裂纹产生,减少亚表面损伤。
② 降低切削力,提高加工效率
在振动过程中钻头会与工件发生周期性的分离和接触,这种特殊的加工方式不仅可以降低平均切削力,而且有利于加工过程中热量的排出,从而降低切削温度。普通加工切削力最大50N,超声加工切削力最大27N,超声加工对比普通加工切削力降低46%。
▼超声钻削与传统钻削切削力对比图


同时,与传统钻削相比,超声振动钻削在加工过程对断屑和排屑有一定的促进作用。
▼超声钻削(左)与传统钻削(右)加工排屑效果对比
③ 延长刀具寿命
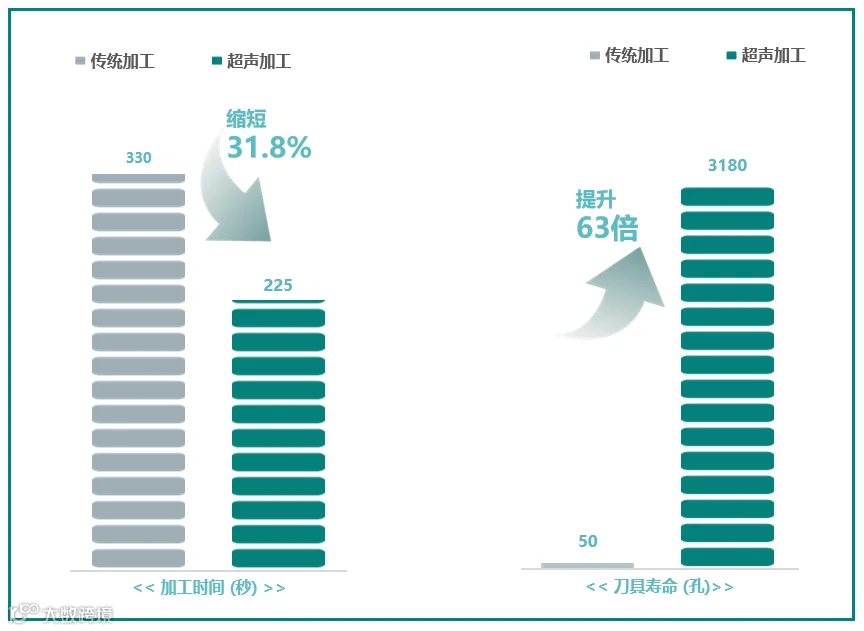
以汇专多用途超声绿色钻攻中心MTA-500及超声加工系统进行不锈钢飞机发动机制冷器端板钻孔加工为例,使用超声加工后,单孔加工时间由330s下降到225s,缩短31.8%;刀具寿命由50个孔提高到3,180个孔,提升63倍。
▼超声加工钻孔效果
▼传统加工与超声加工加工时间、刀具寿命对比
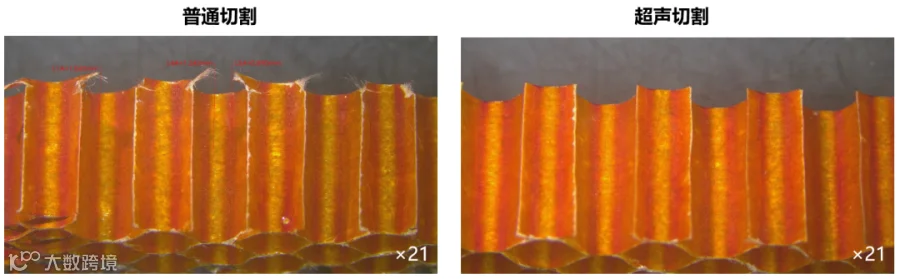
④ 减少工件毛刺
以芳纶纸蜂窝材料切割加工为例:
普通切割毛刺长度为1.245mm;超声切割无明显毛刺。
⑤ 提升表面质量
以汇专超声高效精密雕铣中心ULM-400,配合超声刀柄+整体PCD微刃刀具加工碳化硅材料为例,碳化硅材料使用整体PCD微刃刀+超声波加工平面,粗糙度可达到5nm镜面效果。
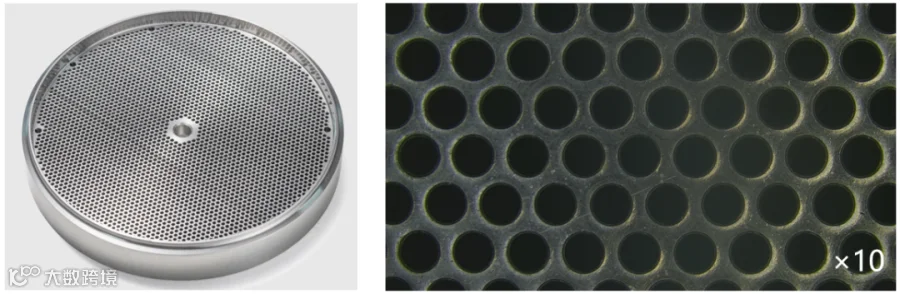
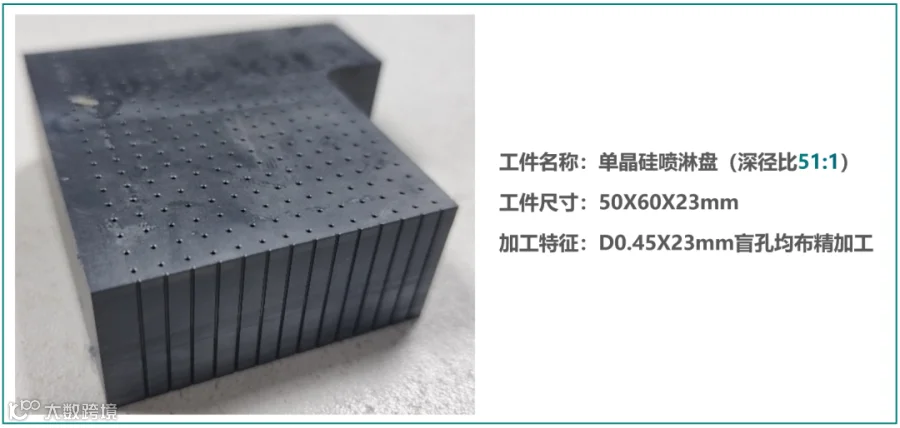
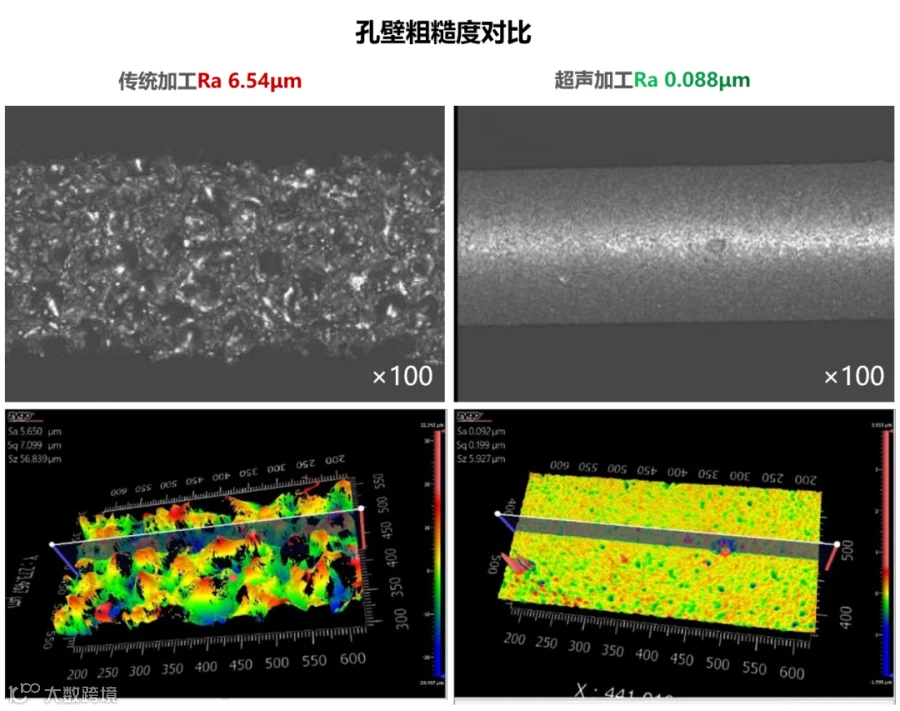
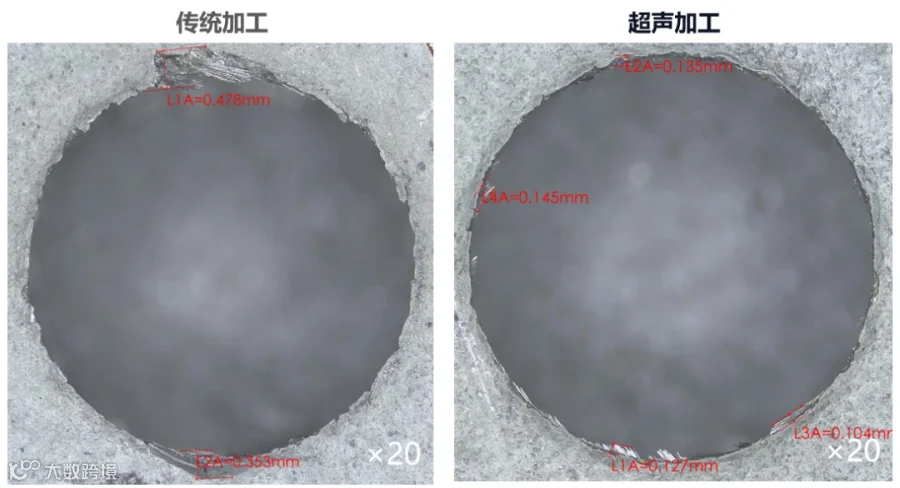
⑥解决硬脆材料深微孔加工难题
以单晶硅喷淋盘深微孔加工为例:孔入口处目视无崩缺,真圆度达0.003mm;超声加工孔壁粗糙度Ra 0.088μm,比传统加工粗糙度降低99%。
大量研究与市场验证表明:与非超声加工相比,超声加工通过刀具磨粒与工件材料超声频率的接触与分离过程,可以有效降低切削阻力和减少刀具磨损,从而提高加工效率和质量,特别是在深微孔、交点孔等加工情况中具有明显优势和应用价值。

案例分享
01
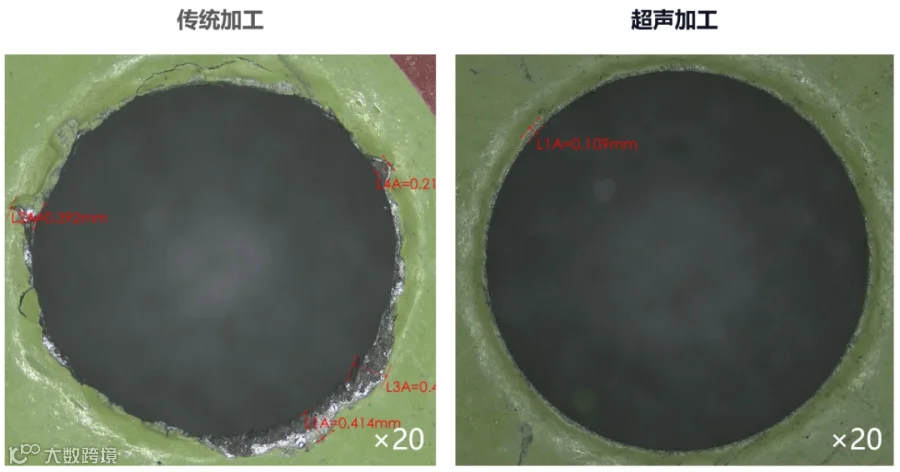
碳纤维复合材料超声钻孔测试

▶加工材料:厚度为4mm的钛铝层叠碳纤维复合材料
▶加工方案:
· 设备型号:汇专多用途超声精密石墨加工中心MGA-500、HSK-E32电主轴、汇专超声刀柄、D5钨钢钻头
· 冷却方式:干切
▼加工设备

加工效果对比
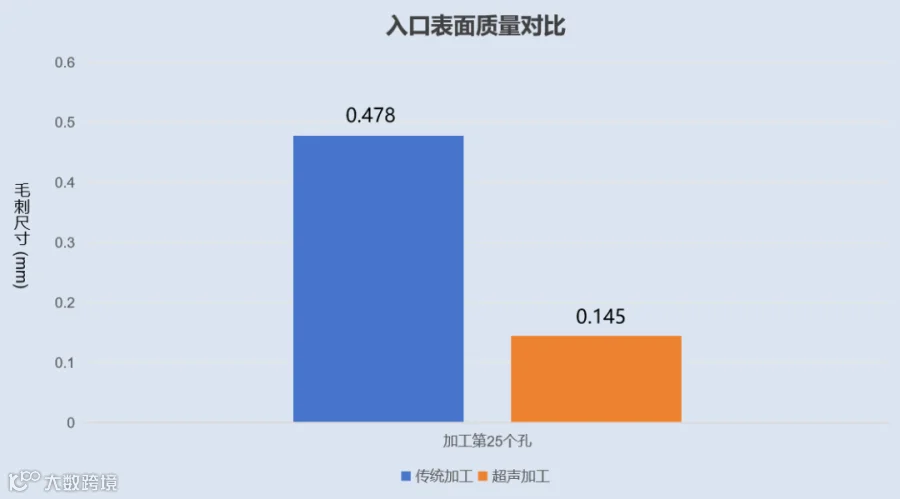
① 入口表面质量对比:
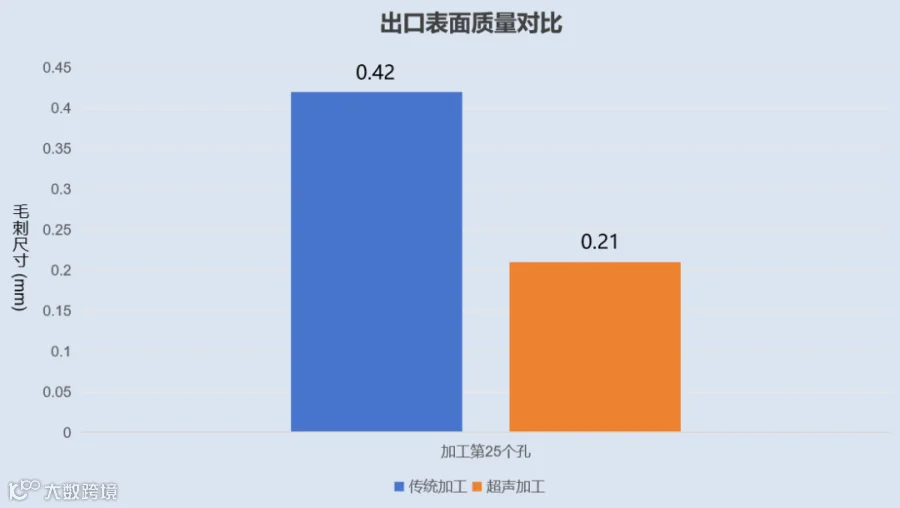
② 出口表面质量对比:
02
芳纶纸蜂窝材料超声加工

▶加工材料:芳纶纸蜂窝材料
▶加工方案:
· 设备型号:汇专超声绿色五轴联动龙门加工中心UGA4020-5AXIS、汇专超声加工系统
· 冷却方式:干切
▼加工设备

结束语
“工欲善其事,必先利其器”,超声加工技术是针对难加工材料精密加工的利器,是一种新型的具有巨大发展潜力的先进制造技术,是制造强国的重要技术支撑。随着难加工材料的大量使用,超声加工技术将得到快速应用和发展,届时也将助推航空航天制造业腾飞。
