
异型材多变的截面组合可使带材在冲压后避免增加昂贵的冷压工艺。同时开辟一种电子元器件组装的新可能:
最终元器件或许不再需要通过两个或以上的冲压件组装成型,而可以通过仅单次冲压异型带材而获得。
使用异型材的原因
与冲压加冷压的方案相比,直接冲压异型带材的性价比更加出色:
- 需要的冲裁力更低
- 更简单,更轻量的模具
- 更快的冲压速度
更主要的优点是,不同厚度带材之间的电流传输,不会受到卷压连接部位或焊接连接部位的影响。
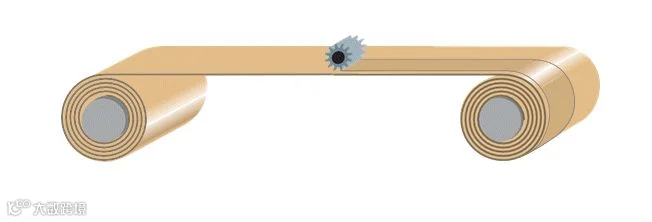
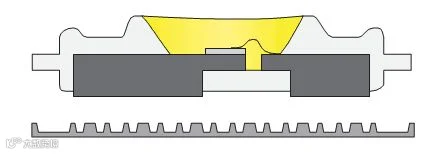
图|铣削示意图
采用铣削的原因
带材厚度可以通过轧制,锤击或铣削来打薄。而对于机电应用或者半导体分立器件,通过铣削来生产异型带材是更优的,原因有:
– 许可厚度变化量更大,所以更薄的残余尺寸是可行的
– 允许多排铣削通道
– 带材的上下面都可以铣削
– 由于在打薄过程中,不改变原材料内部结构,铣削可避免产生不必要的内应力

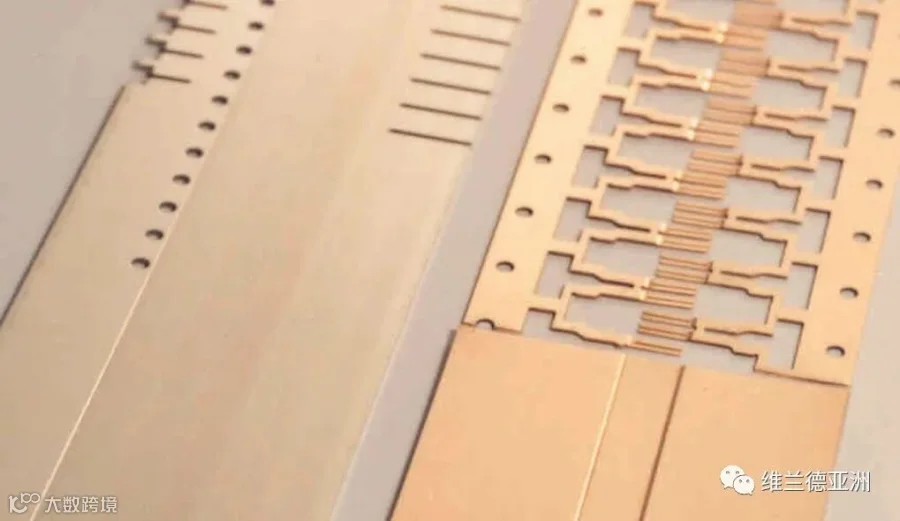
图左|铣削不额外产生内应力
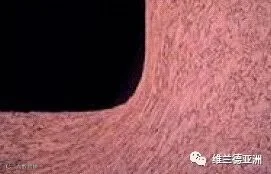
图右|其他打薄方式产生不必要的内应力
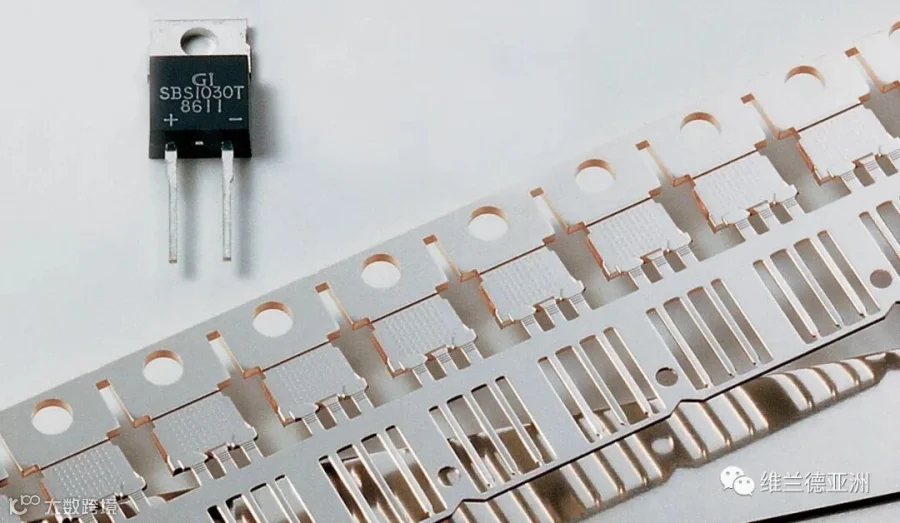
功率三极管的引线框架通常结合了较薄的引脚和较厚的散热片。为了冲压,电镀,封装的经济性,异型材广泛应用于此行业。
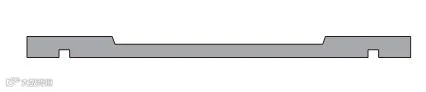
异型材为大功率LED的设计,提供了多功能的解决方案。由异型材制成的引线框架,使得用于电流传导和散热的部分可以在有限的空间内,一同冲压成型。

用于这些机电部位的冲压件需要结合优良的材料导电性,刚性,成型性和弹性。异型材是在有限空间内实现这些性能组合的最经济的解决方案。


Wieland Asia
扫二维码|关注我们
维兰德亚洲