

1.原料的损失小,不会造成过多的损失(通常为制品质量的2%~5%)。
2.制品的内应力很低,且翘曲变形也很小,机械性能较稳定。
3.模腔的磨损很小,模具的维护费用较低。
4.成型设备的造价较低,其模具结构较简单,制造费用通常比注塑模具或传递成型模具的低。
5.可成型较大型平板状制品。模压所能成型的制品的尺寸仅由已有的模压机的合模力与模板尺寸所决定。
6.制品的收缩率小且重复性较好。
7.可在一给定的模板上放置模腔数量较多的模具,生产率高。
8.可以适应自动加料与自动取出制品。
9.生产效率高,便于实现专业化和自动化生产。
10.产品尺寸精度高,重复性好。
11.表面光洁,无需二次修饰,能一次成型结构复杂的制品,批量生产,价格相对低廉。
1.烧结成型工艺
选用粉末树脂,分子量不受限制;将粉末树脂压成各种形状的坯料(如棒、板、轮、套等),压力为42MPa,保压时间为30~90秒,模具的热胀冷缩率为1~3%;然后在250~300℃下烧结,烧结时间根据产品厚度确定为1小时/10mino
2.挤出成型工艺
应选用UHMWPE树脂与LDPE、LCP或助剂共混,以提高流动性。设备选用柱塞式或同方向双螺杆挤出机,以避免摩擦系数低、物料容易打滑的缺点。挤出温度180~200℃,螺杆转速10~ 15R /min;单螺杆挤出机也可用于形状简单的产品,但需要增加加工辅助设备,增加电机功率。
3.注射成型工艺
还应选用与LDPE、LCP或添加剂共混的UHMWPE树脂;注塑机的螺杆和模具需要改进。注射压力12OMPa以上,螺杆转速40~60r/min,筒体温度180~220℃,模温85~110℃。
4.挤压一压成型
先挤出熔融坯料,再加入模具,制成所需产品。
广州奥特工程塑料有限公司是一个具有二十多年的UHMWPE零件定制生产加工制造经验的广州注塑工厂,拥有两千多平方的实体加工工厂,还拥有CNC、硫化机、火花机等专业生产设备,在广州模具定制领域上具有雄厚的实力,加上拥有专业的设计团队能为客户带来满意的产品与服务。
1.润滑剂改性
在UHMWPE中加入润滑剂可以改善其加工性能,但加入量不能太多,否则UHMWPE性能将会大幅降低。
2.液晶高分子原位复合技术
在UHMWPE中加入适宜配比的LCP和特定助剂,混合均匀后,用通用单螺杆挤出机可顺利进行造粒。
3.其他改性
用不同填料对UHMWPE进行填充改性,可达到提高硬度、提高阻燃性、改善耐热性、减小收缩率和耐磨性、降低摩擦因数、降低成本等效果。填料一般用硅烷处理,用量不宜超过20%。另外,采用插层法技术用层状无机纳米材料改性UHMWPE,可达到增强等多种改性效果。还可对UHMWPE进行接枝改性,如固相接枝法、溶液接枝法、悬浮液接枝法等,以解决有关界面相容问题。
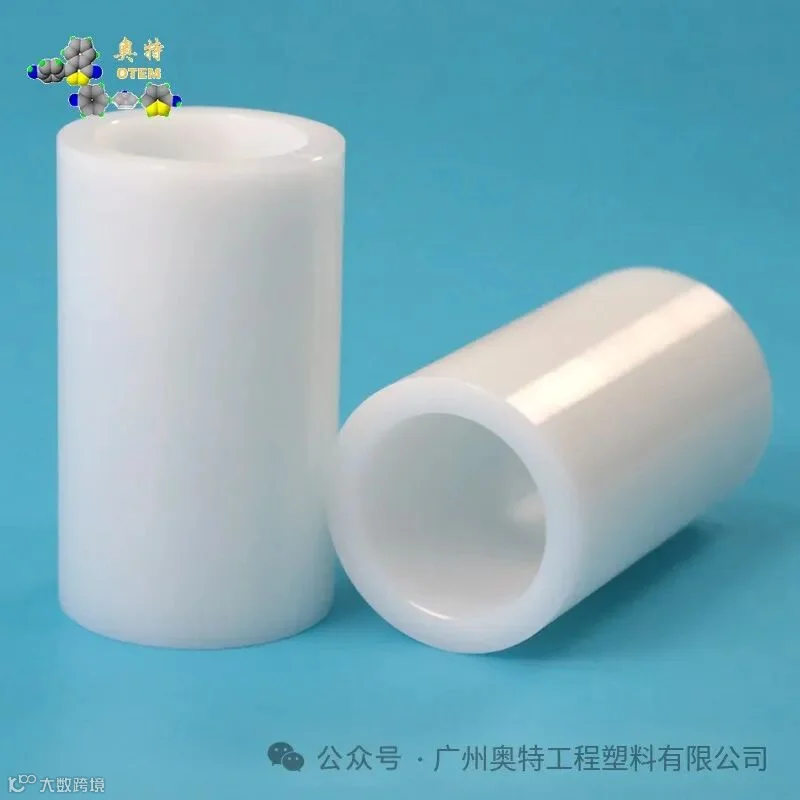
1. 轴承
UHMW可以用于制造滑动轴承,如滚动轴承、滑动轴承等。其低摩擦系数和耐磨性可以减少摩擦损失,提高轴承寿命。
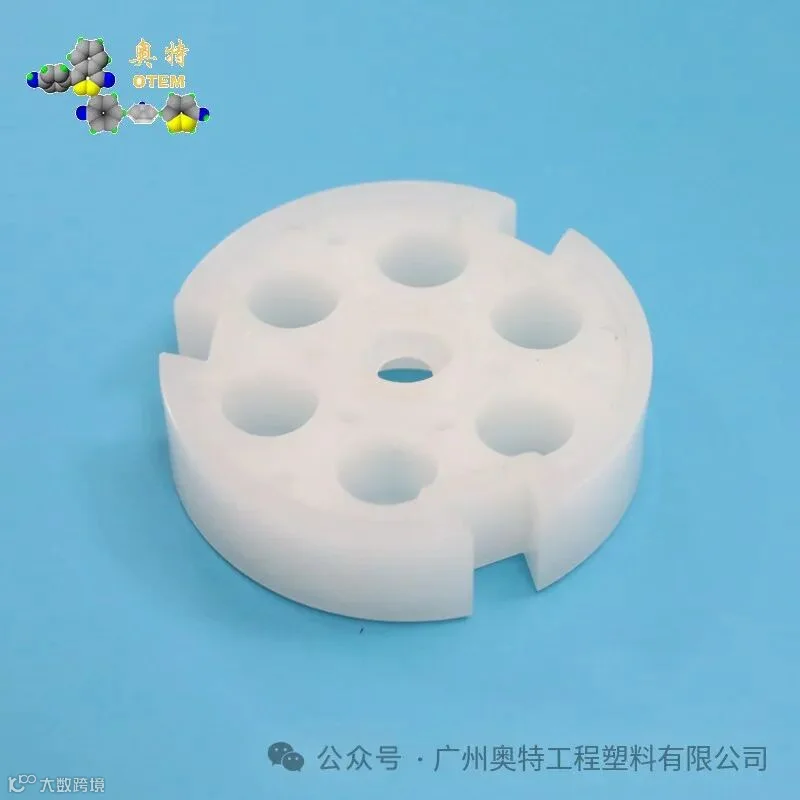
2. 导向件
UHMWPE主要用于制造导向件,如导向轮、导向板等。其耐磨性和耐腐蚀性可以保持导向件的准确性和稳定性。
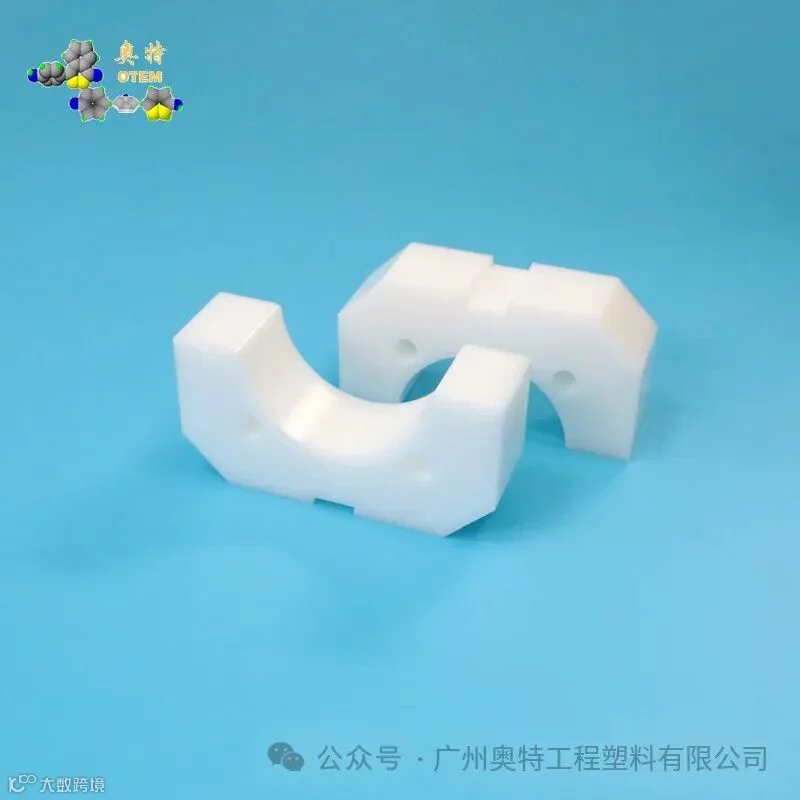
3. 导轨
UHMWPE可以用于制造导轨,如线性导轨、滑道等。其低摩擦系数可以减少运动阻力,提高导轨的运动平稳性。
4. 齿轮
UHMWPE可以用于制造齿轮,如减速齿轮、传动齿轮等。其耐磨性和低摩擦系数可以减少齿轮间的磨损和能量损失。
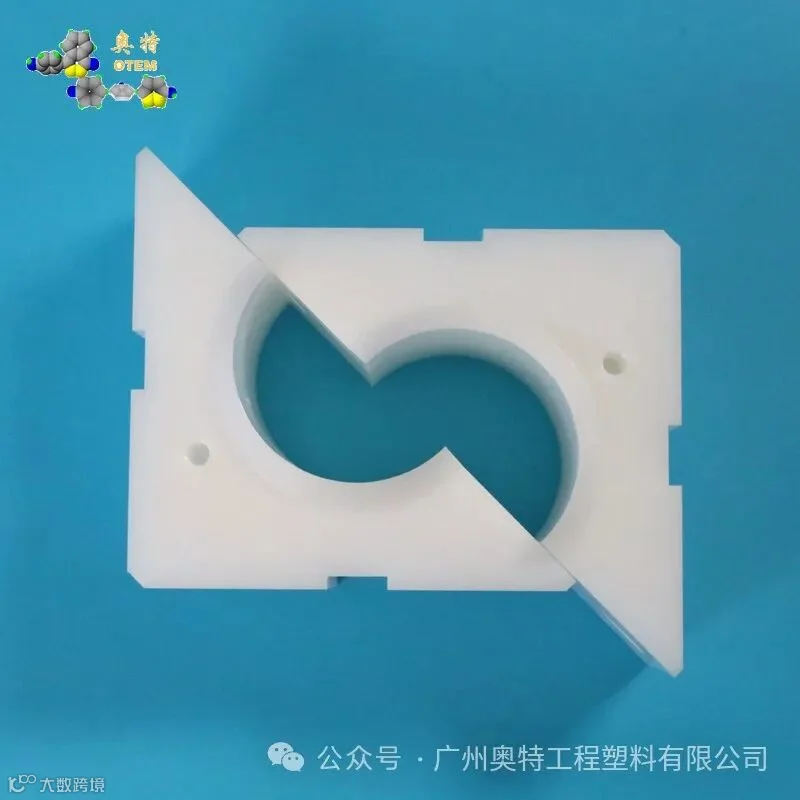
5. 密封件
UHMWPE可以用于制造密封件,如密封圈、密封垫等。其耐腐蚀性可以保持密封件的密封性能和寿命。
