
塑胶知识科普—塑胶齿轮模具

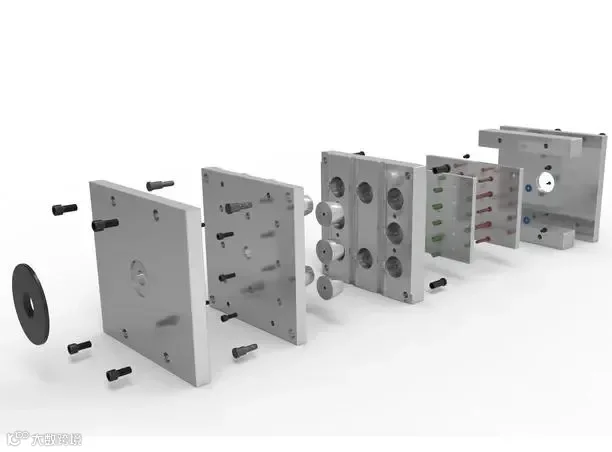
塑胶齿轮模具的模架的组成
塑胶齿轮模具的结构中包含了模架。模架是整套塑胶齿轮模具的骨架,塑胶齿轮模具的零件都固定在模架中,模架承受了注塑成型过程中的全部载荷。而我们广州奥特工程塑料,在广州模具定制中拥有20多年的生成制造经验,质量有保证,下面我们介绍一下:
1.上固定板
是把塑胶齿轮减速箱的塑胶齿轮模具的母模侧固定在注塑机台上的链接板,同时还安装进胶系统
2.剥料板
也叫水口板,只有小水口进胶的模具才有这块板,塑胶齿轮减速箱的塑胶齿轮模具基本都是小水口进胶,也就是3板模。剥料板的功能是把水口和产品剥离,省去了人工剥离水口的时间
3.母模板
也叫前模板或者A板,母模模芯就安装在前模板中,安装模芯的空间可以采用CNC挖框也可以采用线切割加工成通框
4.公模板
也叫后模板或者B板,是安装公模模芯的零件,功能和母模板类似
5.承板
也叫托板,是承载或者加强模架承载力的零件,防止塑胶齿轮减速箱的塑胶齿轮模具在注塑成型过程中发生变形。有些模具的公模板很厚,具备了承板的承载能力,就省去了承板
6.间隔板
也叫方铁,在支撑模架的同时,也留出了顶出空间
7.上下顶针板
是安装塑胶齿轮模具的顶出系统的零件,顶针,回位针都是依靠上下顶针板来发挥作用
8.下固定板
是把塑胶齿轮减速箱的塑胶齿轮模具的公模侧固定在注塑机台上的链接板,同时还安装顶出系统
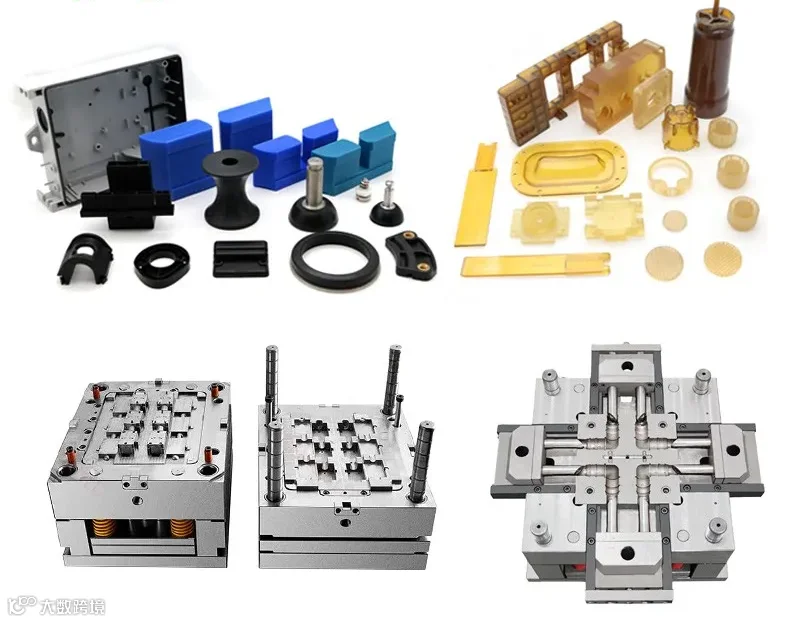
塑胶齿轮模具型腔的性能要求
1.机械加工性能好。
2.高强度、韧性好。
3.火花加工性能好。
4.耐磨损、抗疲劳性能好。
5.耐化学腐蚀性能强。

塑胶齿轮模具设计要点有哪些?
1.壁厚均匀
塑胶齿轮塑料件一般壁厚控制在3mm左右,壁厚的变化范围要求为低收缩材料变化应小于25%,高收缩材料变化小15%,即主壁厚为3mm除了一些非重要加强筋。因为较厚的部分没有较薄部分冷凝快,收缩多,为了防止塑胶齿轮塑料件弯曲变形尺寸超差,所以要求壁厚均匀。
2.两壁相接处避免出现尖角。
3.设置加强筋
加强筋可以增强塑胶齿轮的刚性,提高尺寸稳定性,控制注塑时塑胶流程,减轻齿轮重量节省原料,一般加强筋高度为壁厚的2.5-3倍,厚度为主壁厚的0.5-0.75倍。筋的圆角半径小值一般为壁厚的0.25倍,大了会有另一侧的表面凹陷,筋之间的距离应大于两倍主壁厚。
4、塑胶齿轮的轮缘-轮毂设计
简单塑胶齿轮为片状结构,只有一种壁厚,这种塑胶齿轮厚度不要超过6mm,当塑胶齿轮厚度大于4.5mm时,应设计成腹板和轮缘-轮毂结构,轮缘和腹板的厚度应为齿厚的1.25-3倍。
塑胶齿轮模具的保养
塑胶齿轮模具的生产前、中、后进行保养,广州模具定制中我们广州宝士特橡塑科技有限公司在塑胶齿轮模具加工方面拥有20多年的经验,是一个很好的选择。
1.生产前模具保养
①擦洗模具外型的灰尘、油污和铁锈,除去其表面的脏污之后,方可上模到注塑机。
②用气枪或碎布、去污剂或酒精(镜面模具用酒精)清理模面的油污。
③检测模具的冷却水道是否有异物,确保水路顺通。
④检测模具浇口套中的圆弧是否损伤,是否有残留的异物,如有必须清理干净。
⑤运动部件活动必须检查是否顺畅。
2.生产中模具的保养
①对在机台上生产的模具每天进行检查和保养。
②检查模具的导柱、导套、滑块是否有损伤有异物在上面,对其进行每天一次加油保养。
③清洁模具分型面和排气槽的异物,油污,对其每天一次用气枪或碎布、去污剂或酒精擦拭保养。
3.生产后模具的保养
①检测模具各个部件是否有损伤。
②清理分型面的油污及模腔内残留的杂物,喷上防锈油。
③将冷却水道上残留的水吹干