搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
百科
导航
知识体系
工具箱
更多
找货源
跨境招聘
DeepSeek
首页
>
塑胶件设计:于方寸间平衡四大核心,解锁精密制造的底层逻辑
>
塑胶件设计:于方寸间平衡四大核心,解锁精密制造的底层逻辑
伟的高分子行业资讯
2026-03-30
4
导读:广东伟的新材料股份有限公司是一家集高分子复合材料的研发、制造、销售及服务于一体的国家高科技、专精特新小巨人企业。主营硅氧烷PC及其复合材料、无卤阻燃增强(导热)PA等一系列高性能复合材料。
点击
上方蓝字
关注我们
了解更多高分子行业资讯
深耕塑胶件设计领域久了,便会发觉这并非单纯的产品绘图工作,更像是在钢丝上施展技艺,需精准平衡
精度、强度、成本、可制造性
四大核心要素,缺一不可。接下来结合实操经验与行业典型案例,拆解连接器塑胶件设计与注塑模具设计的核心要义。
PART.01
连接器塑胶件设计:方寸之间的精密雕琢
连接器外壳看似只是简易的塑料腔体,实则是承载精密功能的核心载体,设计的核心目标仅有两点:为精密端子提供
稳定、可靠的安装空间
,同时实现
低成本、高效率的批量制造。
1. 材料选择:性能与成本的动态博弈
材料选型是设计的开篇关键,直接决定产品最终性能与成本天花板。选错材料,后续所有设计都将沦为无效功。
LCP(液晶聚合物)
:
高频、薄壁、高耐温(适配 SMT 回流焊工艺)连接器的核心选材。其流动性优异,可完美填充复杂薄壁结构,尺寸稳定性极强,收缩率低至 0.05% 以下;短板也十分明显,材料成本高昂,且韧性较差,易出现脆裂问题。
PPS(聚苯硫醚)
:
凭借高耐热、高刚性、高尺寸稳定性及阻燃 V0 级特性,成为汽车、工业连接器的主流选材。经玻纤增强后,性能进一步提升;但同样存在脆性问题,冲击强度表现一般。
PBT/PET
:
高性价比之选,力学、电性能与耐化学性表现均衡。其中 PBT 韧性更优,PET 刚性与耐温性更佳;不足之处是吸水率相对较高,易受潮湿环境影响,导致尺寸稳定性下降。
PA(尼龙)
:
具备良好韧性与耐磨性,适配非精密部位或对尺寸要求不高的场景;但吸水率极高,尺寸易发生形变,通常需通过改性(如 PA66 GF)优化性能。
选材逻辑:
需先明确产品使用环境(
温度
、湿度、接触介质)、精度指标(端子间距、共面度)与装配工艺(是否适配过波峰焊 / 回流焊),再综合权衡成本。实操经验:针对 pin 数多、端子间距≤0.5mm 的精密连接器,LCP 是最优解,切勿盲目缩减材料成本,否则模具调试难度会大幅提升。
2. 壁厚设计:均匀是核心铁律
连接器塑胶件壁厚普遍处于 0.4mm-0.8mm 区间,设计的核心原则便是
壁厚尽可能均匀
。壁厚突变是各类成型缺陷的根源 —— 会引发缩水、内应力、翘曲、填充不足等问题。若确需调整壁厚,需采用渐变过渡方式,壁厚变化率建议控制在 25% 以内,同时加大圆角过渡。加筋是提升刚性、防止变形的关键手段,筋的厚度宜为主壁厚的 40%-60%,避免筋位背面出现缩水凹坑。
3. 脱模斜度:精度与脱模的极限平衡
为保障端子孔精度与配合尺寸,连接器脱模斜度往往被压缩至极小范围。以汽车连接器为例,脱模斜度需≤0.25°,接近模具制造的工艺极限;常规外表面脱模斜度建议 0.5°-1°,内表面 1°-2° 为安全区间;深腔或咬花面则需适当增大斜度。极小的脱模斜度对模具抛光与顶出系统设计提出严苛要求,稍有不慎便会导致产品表面拉伤。
4. “障碍体”与抽芯:模具复杂度的核心变量
连接器内部布满侧向卡扣、锁紧机构、防呆结构等 “障碍体”,这些特征决定模具需采用滑块(行位)或斜顶成型。设计需遵循核心原则:
优先用斜顶,简化模具结构。
每增加一套
活动
抽芯机构,模具成本、故障率与维护难度都会呈指数级上升;同时需严格规划抽芯顺序,避免模具开合时出现结构干涉。
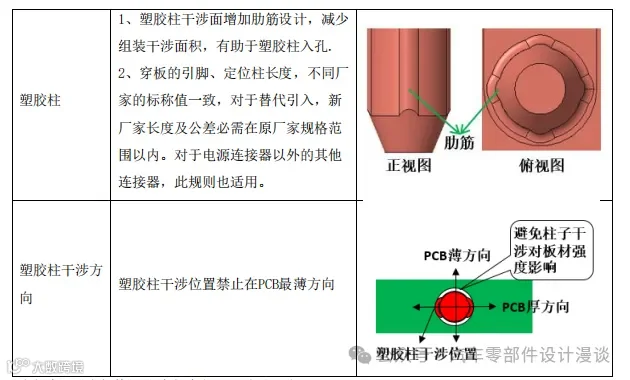
5. 端子孔与Pin针位置度:设计的核心命脉
端子孔与 Pin 针位置度是连接器的性能命脉,数十乃至上百个细密小孔,需同时保障位置度、真圆度,还要抵御注塑时熔融塑料的冲击(易导致 Pin 针弯曲变形)。针对这一痛点,主要有两种解决方案:
预埋 Pin 针(Insert Molding)
先将金属端子置入模具,再进行注塑,精度最高,但模具结构复杂,生产效率受限。
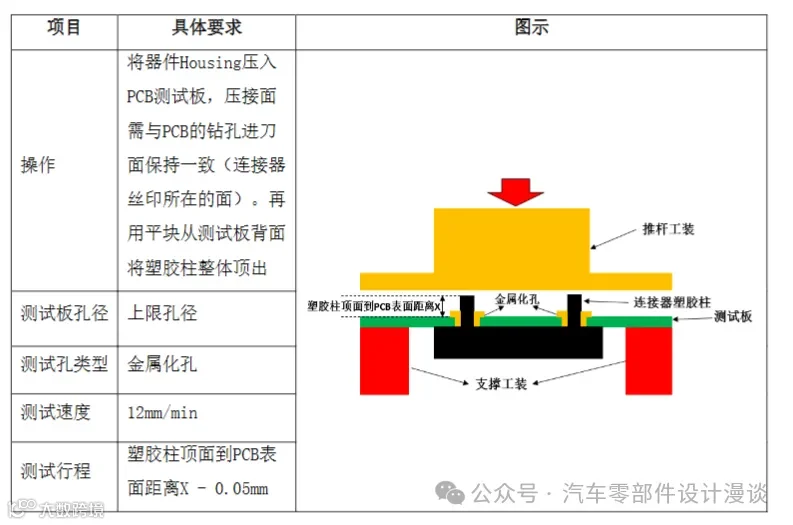
后插 Pin 针
先完成塑胶件注塑,再通过自动化设备压入端子。该方案对塑胶孔位置度与保持力要求极高,孔与孔之间的剩余壁厚往往仅 0.4mm,需模具钢材达到高加工精度(慢走丝线切割为标配),且保证冷却均匀,否则收缩不均会直接引发孔位偏移。
6. 卡扣与止口:塑胶连接的 “榫卯结构”
卡扣与止口是塑胶件之间的核心连接方式,设计需兼顾定位、防错与保持力。
止口
:
承担初步定位与防错功能,公止口与母止口的配合单边间隙建议 0.05-0.1mm;间隙设计不合理是产品段差问题的主要诱因之一。
卡扣
:
本质为悬臂梁结构,设计核心是精准计算挠度与应变,确保反复插拔中不发生塑性变形或断裂。卡扣根部需设置大圆角(R≥0.3-0.5mm)消除应力集中,这是经大量实操验证的关键要点;导入端与退出端需设计导向斜面,保障装配顺畅。
7. 圆角与美工槽:细节决定品质
内部所有拐角必须设计圆角,这一设计可显著改善塑料流动路径、减少内应力集中,从根源上避免产品开裂。外部分型线处,为优化外观、遮蔽合模线,通常会设计美工槽(内凹式装饰槽),兼顾实用性与美观性。
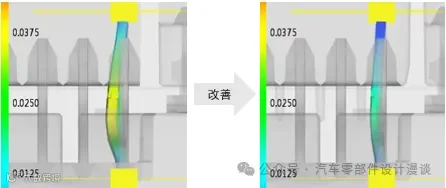
8. 翘曲(Warpage)控制:系统性解决方案
翘曲是多 Pin、薄壁连接器的核心痛点,需通过多维度协同优化解决:
材料端
:
选用低翘曲改性材料(如改性 LCP、低各向异性 PPS),规避加纤材料的收缩各向异性问题。
产品设计
:
采用 “逃料” 设计(城堡逃料、L 型逃料等),在非关键区域掏空材料,实现壁厚均匀;同时保证加强筋布局对称,减少收缩差异。
模具设计
:
平衡浇口位置与数量,优化浇口分布;冷却水路需均匀布置,保障成型温度一致;基准的稳定性与关联性管控是控制翘曲与尺寸精度的核心。
工艺端
:优化保压曲线与模具温度,匹配材料成型特性,减少内应力产生。
PART.02
注塑模具设计:精密制造的“核心载体”
模具是产品设计的落地载体,更是各类成型问题的 “放大镜”。连接器注塑模具堪称模具领域的 “精密仪器”,设计需兼顾精度、寿命与生产效率。
1. 模具类型:热流道为标配配置
为减少流道废料、保障多腔模具均匀填充、适配自动化生产,热流道系统已成为现代连接器多腔模具的标配。但热流道系统存在成本高、维护复杂度高的特点,需结合生产规模与产品需求合理选型。
2. 分型面(Parting
Line
)设计:逻辑清晰是前提
分型面的选择直接影响产品外观、模具结构与脱模方式,需遵循四大核心原则:
确保产品留存于动模侧,便于后续顶出工序;
尽可能设置在产品最大轮廓处,简化模具加工;
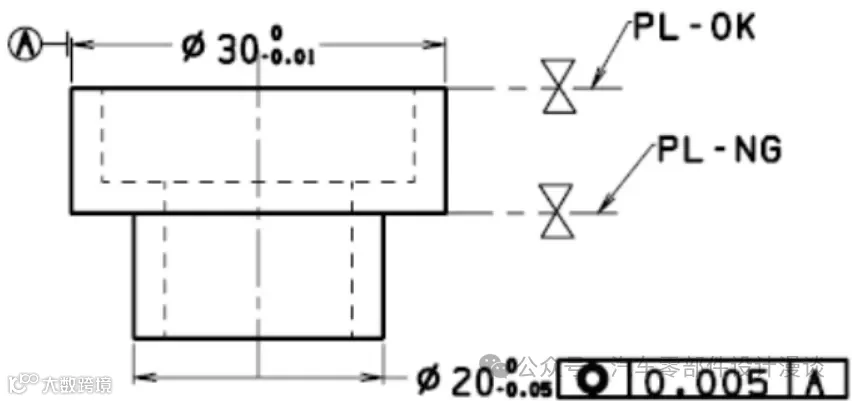
充分考虑端子 Pin 针布置方向,明确垂直 / 平行于分型面,确定滑块抽芯或 “碰穿” 成型方案;
对有同轴度要求的结构,需在模具同一侧(动模 / 定模)成型,保障精度一致性。
3. 浇注系统:平衡的艺术设计
连接器浇口设计是影响成型
质量
的关键,需兼顾填充效果与产品外观。
浇口类型
:点浇口、潜伏式浇口为主流选择,可实现自动切断,浇口痕迹微小,适配精密连接器外观要求。
浇口位置
:需通过模流分析(CAE)模拟优化,确保流动平衡,将熔接痕引导至非受力、非外观区域;同时严禁浇口正对细小型芯(Pin 针孔),避免料流冲击导致 Pin 针弯曲变形。
4. 成型零件(模仁)与镶件设计:模块化与高精度并重
连接器结构复杂、型芯细小多密,采用镶件结构是行业主流方案。该设计的优势在于:便于通过慢走丝、镜面火花机等设备精加工,且易于更换与维护。挑战在于,所有镶件拼装后的累积精度需严格控制,否则会引发产品尺寸偏差。因此,锥面定位、边锁等基准定位结构的设计至关重要,是保障模具精度的核心。
5. 冷却系统:高效均匀是核心
连接器生产节拍快,冷却
时间
直接决定生产效率。但型芯细小多密,难以在核心区域布置直通水路,通常采用两种解决方案:一是选用铍铜材料制作镶件,利用其高导热性弥补冷却不足;二是采用随形冷却水路(3D 打印模具技术),实现精准冷却。部分场景下,因型芯过小且为镶件结构,无法布置冷却水路,只能在模板上设置简易水路,这是工艺上的无奈妥协。
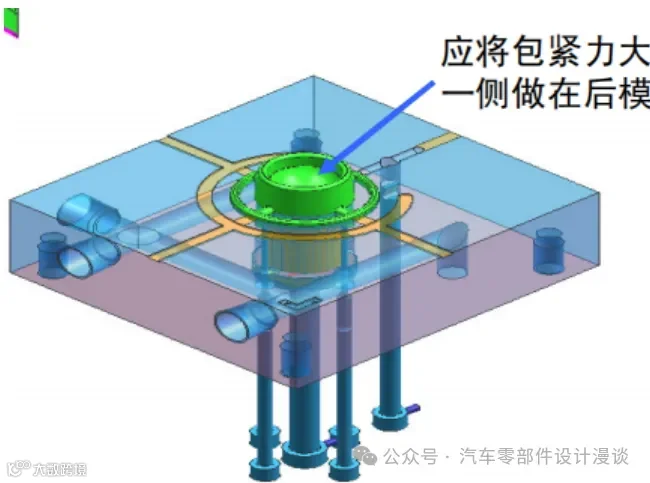
6. 顶出系统:温柔与坚定兼具
薄壁小连接器的顶出是工艺难点,产品包紧力大,易出现顶白、顶穿等问题。设计需遵循三大原则:
增加顶针数量,缩小顶针直径,均匀布置在筋位下方、BOSS 柱周围等受力较大区域;
扁顶针推出面积大、受力均衡,适配薄壁件顶出需求,但需注意其成本较高、易磨损的特点;
顶针配合间隙可作为辅助排气通道,优化排气效果。
7. 排气系统:隐形的关键环节
型腔内气体若未排净,会导致产品出现缺料、烧焦、熔接痕明显等缺陷。排气槽通常开设在分型面、镶件配合面、顶针配合面,槽深需精准控制(0.01-0.03mm),过深会产生飞边,过浅则无法有效排气。实操经验:试模时若出现固定位置的烧焦或填充不足,需优先排查排气系统问题。
8. 模具钢材与热处理:为长寿投入的必要成本
连接器模具寿命普遍要求百万模次以上,需选用高硬度、高耐磨、高耐腐蚀的优质模具钢,如 S136、NAK80、H13 等。针对加玻璃纤维的材料(如 LCP+30% GF),需进一步提升模具耐磨性,必要时对模仁进行镀铬或氮化处理。这部分成本投入必不可少,否则模具易快速磨损,导致精度下降、良率崩盘。
PART.03
总结:DFM 思维是设计的核心主线
连接器塑胶件与模具设计并非先后衔接的线性流程,而是
持续迭代、相互妥协
的协同过程。产品设计工程师绘图时,需脑海中构建模具成型的全流程:思考结构能否顺利脱模、是否需要增设抽芯机构、顶针布置位置是否合理、排气路径是否顺畅。模具设计师开模前,需全面评审产品图纸,提出 DFM(面向制造的设计)优化建议:优化尖角过渡、调整壁厚、强化卡扣根部强度等,从制造端反向优化产品设计。
一个成功的连接器项目,是
产品设计、模具设计、材料科学与注塑工艺
的深度融合,要求工程师既具备天马行空的创新思维,又拥有如履薄冰的严谨态度。唯有与模具厂紧密协作、高效配合,才能实现产品从设计到量产的完美落地。
本文来源:汽车零部件设计漫谈
免责声明:我们转载此文出于传播更多资讯之目的,本文所用的视频、图片、文字如涉及作品
版权
问题,请第一时间联系小编删除,谢谢!
·end·
往期推荐
[报告]2025连接器行业市场研究分析
[排名]2025年中国连接器行业国内企业Top 50 排行榜
[企业研究]华丰科技-连接器行业老兵AI高速互联领军人
[报告]汽车连接器行业深度研究(市场规模、竞争格局、国产出海等)
[报告]连接器行业专题报告:终端智能升级,国产连接器高端化窗口开启
[报告]2023年汽车连接器行业市场需求空间及国产化替代趋势分析报告
[排名]全球连接器厂商TOP 50!
[报告]汽车连接器市场分析与增长趋势预测(2025-2030)
[报告]一文看懂汽车线束与连接器行业:市场规模、竞争格局及技术变革
[报告]连接器的分类、结构和生产工艺
[报告]连接器行业深度:市场现状、产业趋势、产业链及相关企业深度梳理
[干货]连接器材料选择如何影响性能:连接器制造从选材开始!
[报告]高速连接国产先锋受益AI短距互联
[报告]汽车连接器&线束产业链全景
[报告]国防军工行业新视角民用连接器赛道新机遇高速与液冷贡献弹性增量
[干货]连接器塑胶相关技术要点
[干货]充电桩线束与连接器:决定安全寿命的 “幕后功臣”
[干货]莞深知名汽车连接器企业盘点
作为业内知名的高分子复合材料技术方案提供商,
广东伟的新材料股份有限公司
是您最佳的合作伙伴!
伟的新材根据中下游客户的实际应用需求,同时着力“核心助剂、复合改性及产业应用研究”三个环节,为客户
提供可靠的材料解决方案
,助力产业供应链自主化进阶!
公司主营核心产品:
硅氧烷PC及其复合材料、无卤阻燃增强(导热)PA
等一系列高性能复合材料,已广泛应用于新能源汽车、储能、光伏、通信、军工、轨道交通、航空航天、智能LED照明等领域。
咨询热线:133-166-29524(同微信)
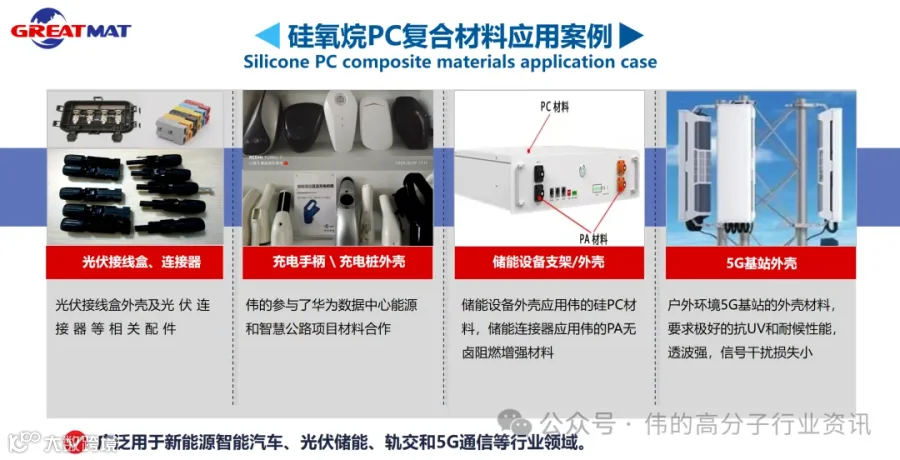
选材方案1:硅氧烷PC
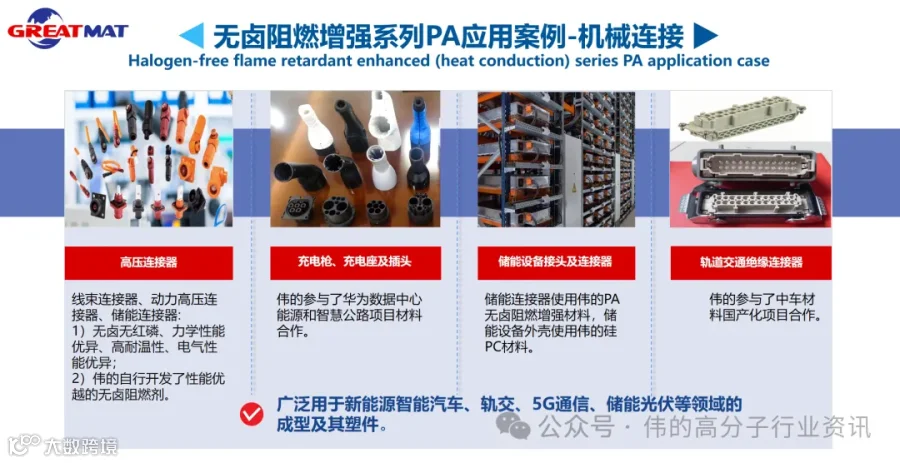
选材方案2:无卤阻燃增强系列PA
欢迎咨询
*申请请备注公司+姓名+职位,谢谢
【声明】内容源于网络
0
0
伟的高分子行业资讯
伟的高分子行业资讯,由广东伟的新材料股份有限公司倾力打造,聚焦高分子材料最新动态与技术进展,涉及新能源汽车、储能、光伏、低空经济、机器人等领域。是一个为高分子行业人士提供最新行业资讯、权威行业报告、专业技术交流等多元化服务的平台。
内容
231
粉丝
0
关注
在线咨询
伟的高分子行业资讯
伟的高分子行业资讯,由广东伟的新材料股份有限公司倾力打造,聚焦高分子材料最新动态与技术进展,涉及新能源汽车、储能、光伏、低空经济、机器人等领域。是一个为高分子行业人士提供最新行业资讯、权威行业报告、专业技术交流等多元化服务的平台。
总阅读
512
粉丝
0
内容
231








 伟的高分子行业资讯
伟的高分子行业资讯