注塑成型是塑料制品生产的核心工艺,产品质量受结构设计、模具加工、成型参数、材料性能及设备状态等多方面因素影响。掌握从基础操作到缺陷解决的完整知识体系,是实现高效、稳定生产的关键。
一、注塑核心逻辑与流程框架:
注塑的本质,就是塑料熔化→高压射入模具→冷却定型→开模顶出产品。所有生产、调机、缺陷问题,都逃不过机、模、料、艺、人五大核心要素。
注塑成型遵循源头控制、系统优化的原则,需要在产品设计、模具结构、成型工艺及生产管理各环节协同配合。
1.产品设计
合理设置壁厚、拔模角度、圆角半径及筋条布局,从源头避免缺陷产生。例如,预防缩水需控制筋厚与主壁厚比例(非结晶材料≤0.6T,结晶材料≤0.5T);预防短射需保证最小壁厚,并匹配材料的流动性能。
2.模具设计
重点优化排气、冷却、流道三大系统。改善排气可解决结合线、银纹、气泡、烧焦等问题;合理设计流道尺寸与浇口位置,可改善缩水、短射、喷射纹;均匀的冷却系统有助于减少缩水与粘模现象。
3.成型工艺(调机)
核心是通过温度(料温、模温)、压力(注射压力、保压压力)、速度(注射速度)、时间(注射时间、保压时间)的合理匹配,使熔体实现充填满、压实足、冷却匀。
4.材料与设备
确保原料充分干燥、洁净,定期维护设备,保持运行稳定可靠。
二、注塑机基础:
1. 注塑机核心结构
- 射胶系统:完成塑料熔融、射胶、储料功能
- 锁模系统:执行合模、开模、锁模动作
- 控制系统:参数设定与设备运行控制
- 加热及冷却系统:保持料筒、喷嘴、模具温度稳定,避免材料过热分解或冷却不足
- 安全装置:安全门、急停按钮,是生产操作的安全底线
核心结构以注射、合模、液压、电控、温控五大系统为基础
2. 标准操作流程
开机预热料筒→调模并确认锁模力→设定温度、压力、速度参数→手动试射→半自动生产→巡检产品并微调→停机清料、关模。
三、调机的方法:
1. 三段射胶法
第一段(低速进胶段):慢速进胶,避免喷痕、流痕
-
位置:从熔胶终点开始,覆盖流道与浇口区域。 -
目的:平稳建立熔体压力,避免喷射或浇口烧焦,尤其适合针点浇口与热敏材料。 -
速度设置:偏低(10–30%),使熔体平稳推进。
-
位置:浇口之后,填充型腔主体(50%–95%)。 -
目的:快速充模,缩短周期,减少熔体前端冷却。 -
速度设置:偏高(60%–90%),根据壁厚与排气适当调整。 -
-
位置:接近满模(95%–99%),精细控制末端填充。 -
目的:降低速度,利于排气,减少剪切热,并为 **V/P 切换(射胶转保压)做准备。 -
速度设置:进一步降低(20%–40%),避免过充产生飞边。
⚠️ 关键提示:三段射胶位置按熔胶行程设定,遵循第一段>第二段>第三段递减。
2. V‑P切换核心要点
调机关键节点,切换过早易出现缺料、缩水;过晚易产生飞边、内应力过大。
目的:型腔接近充满时,由高速注射转为保压,补偿熔体冷却收缩。
关键参数:切换位置通常设为螺杆行程对应填充 95%–98% 模腔体积处。
V-P切换的三种主要方式
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
⚠️ 注意:目前主流推荐位置切换或型腔压力切换,后者精度更高,但需配套模具与设备改造。
3. 注塑成型工艺五要素
压力(MPa)/ 速度(%)/ 行程(mm)/ 时间(S)/ 温度(℃)
料温、模温、注射速度、注射与保压压力相互平衡,直接决定产品质量。
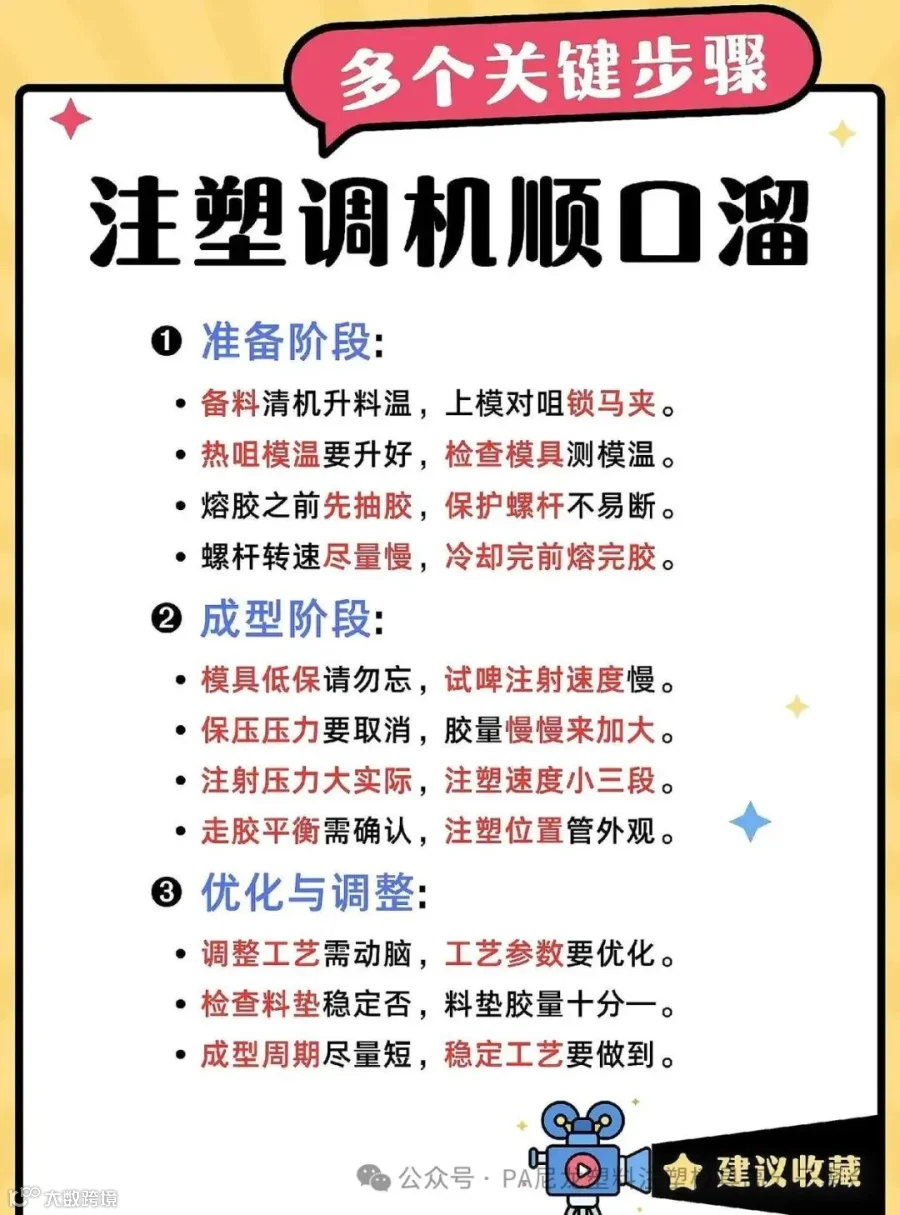
4. 注塑成型实用口诀
螺杆行走要有力,走胶位置调平衡。
注塑速度控制好,料花混色看背压。
模温保压控尺寸,夹线气纹要慢速。
一段中速走水口,二段慢速过交口,
三段快速填磨腔,四段慢速排困气。
慢→快→慢,成型不乱;
低温低压少飞边,高温高压产品饱满。
模温保压定尺寸,三段速度控外观;
螺杆行走要有力,背压稳则混色消;
中速走过水口处,慢速通过交口关;
快速填充模腔体,末端排气要缓慢。
压力速度口诀:
压力不够产品缺,速度太慢周期长。
压力过大飞边现,速度太快气难藏 。
温度时间口诀:
料温低了塑化差,温度高了色易变。
冷却时间看产品,太短变形难量产 。
位置口诀:
开合模位要精准,顶出位置也关键。
射胶位置不准产品废,细心调整才保险 。
熔胶参数先调好, 熔胶质量需检讨。
先升模温要记牢, 模温不到机不调。
各段位置仔细找, 一段位置切料头。
二段位置看需要, 三段位置刚刚饱,
产品外观控速度, 进点附近出异常,
一段速度慢慢调, 二段速度看需要。
三段速度要下降, 防止披锋很有效。
注塑压力往大搞。 保压参数最重要,
尺寸变形全靠它, 保压段数看需要,
一段保压用的大, 产品未端易饱模,
变形往往向前模。 二段保压看状况,
产品变形向后模, 后段保压需用大。
时间长短最后调, 工艺曲线要会看。
先抓方向慢慢调, 工艺参数莫乱调。
稳定工艺要做到, 射出残量经常睢。
设备正常很重要, 快乐生产效率高。
四、模具基础知识
基本构成:
(1)前模(母模)(定模)
(2)后模(公模)(动模)
(3)嵌件(镶件)
(4)行位(滑块)
(5)斜顶
(6)顶针
(7)浇口(入水口)
- 分型面:模具开合分界面,影响外观与脱模
- 浇口与流道:熔体进入模腔的通道,影响填充效果
- 冷却水路:决定冷却速度、变形量与生产周期
- 顶出系统:顶针、斜顶等,保障顺利脱模
- 排气结构:解决气纹、烧焦、缺料的关键
简言之:模具决定能否生产,注塑机决定生产好坏
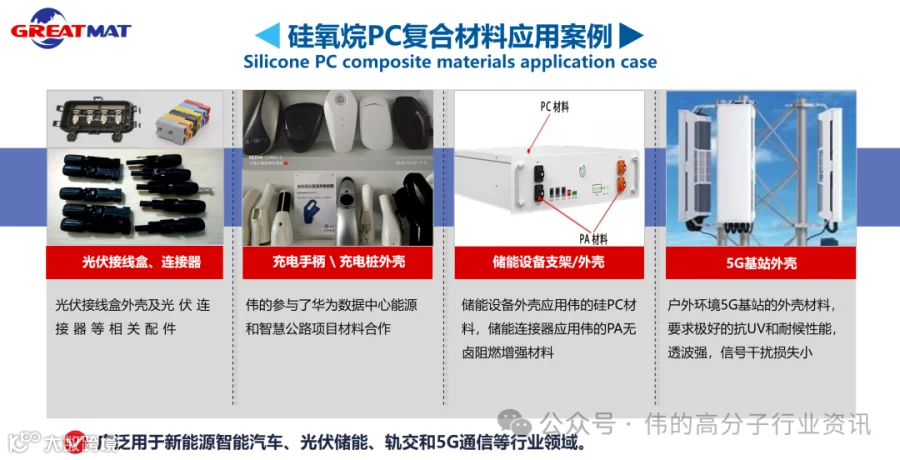
五、塑料分类和特性:
1. 两大塑料分类
- 热塑性塑料:加热可熔融,可重复使用(PP、ABS、PC、PA、POM 等,注塑主流)
- 热固性塑料:固化后不可再熔(电木、环氧树脂)
2. 常用材料特性
- PP:成本低、韧性好、易成型
- ABS:刚性高、光泽好、通用性强
- PC:高透明、强度高、耐高温
- PA(尼龙):耐磨、强度高,必须充分烘干
- POM(赛钢):高耐磨、自润滑,高温易分解
要点:吸湿性材料(PA、PC)必须烘干;热敏性材料(POM、PVC)严控温度;结晶材料收缩率大,非结晶材料尺寸更稳定。
六、注塑的思路
出现任何产品异常,按以下顺序排查:
1. 料:是否烘干、温度是否合理
2. 模:模温、排气、脱模是否正常
3. 机:压力、速度、切换点是否准确
4. 艺:保压、冷却时间是否合适
5. 结构:胶厚是否均匀、有无尖角
七、注塑十大缺陷+解决办法
1. 缺料(射不满):提高料温、增加射胶量、加快注射速度
2. 飞边(毛边):降低压力与温度、提升锁模力、修模处理
3. 缩水(凹痕):加大保压、延长保压时间、降低料温
4. 气泡/气孔:彻底烘料、降低射速、改善排气
5. 流痕/波纹:提高模温与料温、稳定注射速度
6. 银纹/气纹:充分烘料、降低温度、优化模具排气
7. 顶白/顶裂:延长冷却、调整顶出平衡、改善防粘模
8. 翘曲变形:调整模温、延长冷却、优化保压
9. 黑纹/烧焦:降低料温、加强排气、减慢射速
10. 粘模:降低模温、模具抛光、少量使用脱模剂
1.系统思维:出现缺陷需从设计、模具、工艺、材料、设备全面排查,不盲目调参。
2.参数联动:工艺参数相互影响,调整一项需兼顾其他。
3.模具维护:定期保养排气、水路、浇口、型腔,是稳定质量的基础。
4.记录与分析:记录参数与品质结果,建立经验库,快速定位问题。
掌握以上完整框架与缺陷解决逻辑,可快速建立注塑工艺认知,高效开展生产与品质改善工作。

往期阅读