


导语
随着全球电动汽车销量在2024年突破1660万辆,一场由锂离子电池驱动的出行革命正席卷而来。然而,在这场绿色转型的背后,一个严峻的挑战悄然浮现:每辆电动车平均携带50–100公斤的石墨,占电池质量近一半,却在大规模回收中被严重忽视。目前,全球锂离子电池回收率仅约3%,且主要聚焦于锂、钴、镍等金属,大量石墨负极被焚烧或填埋,资源循环严重断层。近期,密歇根州立大学王瑞刚团队在《Small》上发表前瞻性综述,系统梳理了失效石墨的回收困境、技术演进与功能化再生策略,为构建可持续的电池材料闭环指明了科学路径。

🔍 研究亮点
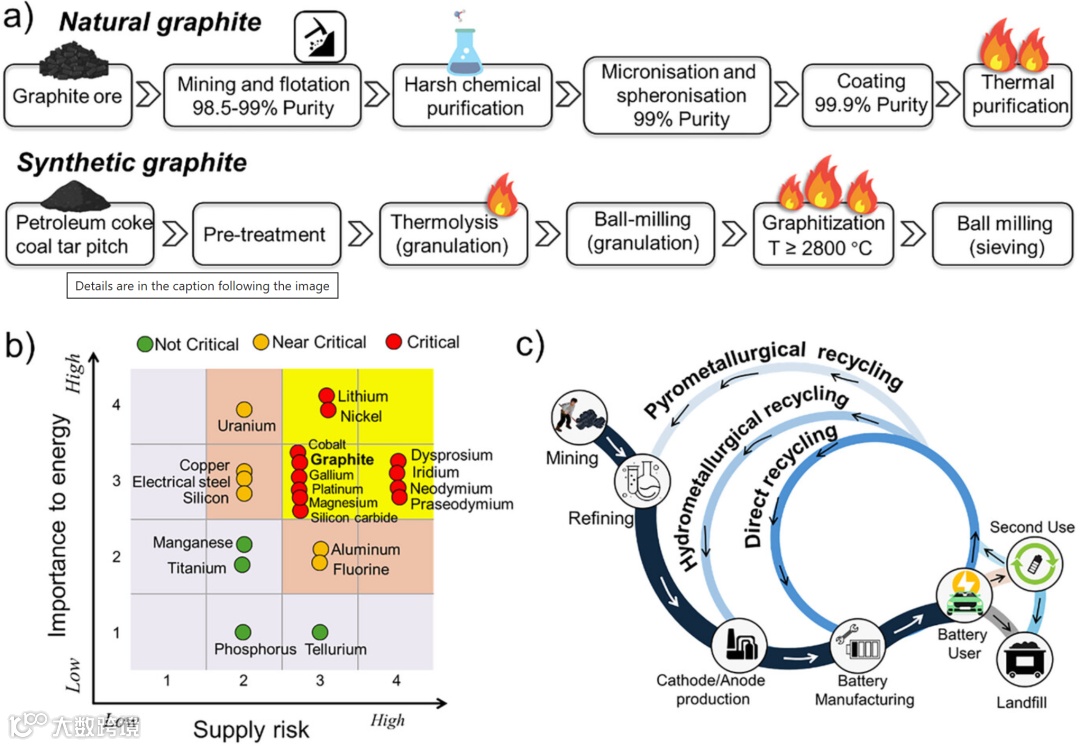
危机意识: 石墨已成为关键战略资源,中国供应全球约90%的天然石墨,欧美已将其列入关键矿物目录。
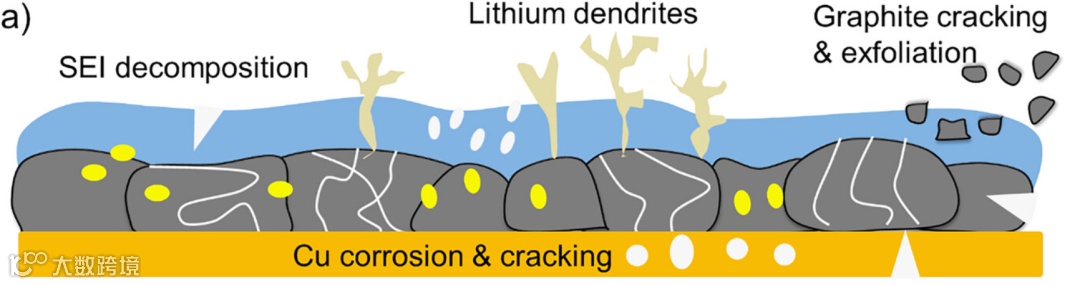
回收困境: 退役石墨存在SEI破坏、锂枝晶生长、颗粒破裂等多重损伤,表面污染复杂,直接再生难度大。
技术演进: 从火法、湿法冶金到直接回收与闪蒸焦耳加热(FJH)技术,能耗与回收效率不断提升。
再生突破: 单纯回收不够,必须通过表面工程、结构调控、复合化设计实现功能化改性,性能方可媲美商用材料。
多阶利用: 再生石墨可拓展至催化、复合材料、超级电容器等多领域,实现材料全生命周期高值化利用。
📊 图文解析
图1:石墨的生产流程与关键性评估
综述开篇即指出,石墨是电池中含量最高的矿物质,预计到2050年将成为需求最大的电池矿物。该图揭示了从矿石到电池材料的供应链,并强调了其战略关键性。当前供应链高度集中,且回收体系缺失,亟待构建从“生产-使用-再生”的闭环体系。
这是理解回收难点的核心。图示清晰地展示了导致石墨失效的微观机制:固态电解质界面(SEI)层过度生长与破坏、锂枝晶不可逆沉积、石墨颗粒破裂以及铜集流体腐蚀。这些结构损伤与表面污染物(电解质分解产物、粘结剂残留、金属杂质)共同构成了复杂的“污染层”,导致电化学性能严重衰退。
该图直观对比了当前主流的两代回收技术路径。第一代火法冶金通过高温(>1400°C)熔炼回收钴、镍、铜等金属,但石墨被作为燃料燃烧,锂也大量损失;第二代湿法冶金利用酸溶液在较低温度下浸出有价金属,可回收锂,但面临废水处理量大、石墨晶体结构难以完美修复的挑战。两者均难以实现石墨的高价值闭环回收。

此图展示了最具前景的第三代回收技术之一。FJH通过瞬时超强电流(焦耳热效应),在毫秒级时间内将材料加热至极高温度,实现石墨表面杂质的快速净化与剥离,同时有望修复部分结构缺陷。该技术能将能耗和碳排放降低80-90%,代表了高效、低碳再生的新方向。

⚙️ 技术支撑与核心论点
功能化改性:回收后的必由之路
综述最具洞察力的观点指出:即使通过FJH等先进技术回收净化,石墨的电化学性能(如首效、倍率、循环稳定性)仍往往不足。因此,必须对再生石墨进行功能化改性。主要策略包括:
表面工程: 构建碳包覆层或人工SEI,稳定界面。
结构调控: 进行杂原子(P、N、B等)掺杂或扩大层间距,提升离子传输动力学。
复合化设计: 与硅、锡等高容量材料复合,突破理论容量限制。
超越电池:多元化高值应用
实现循环经济需要开拓材料的“第二生命”。综述指出,再生石墨在电池之外的领域潜力巨大:
催化领域: 作为催化剂载体用于污染物降解,或转化为缺陷丰富的还原氧化石墨烯用于催化臭氧分解。
先进复合材料: 与聚合物复合,制备高导电、高机械强度的柔性电子薄膜。
新兴储能器件: 作为电极材料应用于超级电容器、钠离子电池等,拓展市场空间。
💎 总结与展望
本综述系统揭示了退役石墨回收的紧迫性、科学挑战与技术演进全景。未来,实现大规模、经济可行的石墨闭环回收,需着力开发更绿色的浸出体系、节能的低温石墨化技术,并设计低成本包覆改性方案以提升材料性能。同时,推动标准化工业流程建立、全面的生命周期评估以及深度的产学研合作,将是推动该领域从实验室走向产业化应用的关键保障。
文献信息
Zhifei Mao, Jingshan Chai, Ruigang Wang*. Toward Sustainable Lithium-Ion Batteries: Recycling and Reuse Strategies for Spent Graphite Anodes. Small, 2025.
https://doi.org/10.1002/smll.202509952
欢迎关注我们的公众号或访问官方网站:
https://www.zhongkejingyan.com.cn/
如果您对上述创新研究所用设备感兴趣,欢迎联系张老师:13121391941
