

实力派SMT超精密环保水基清洗剂
广州正普化工有限公司

国产一线智能手机品牌能迅速跟上双摄、指纹等应用的潮流,不停的在市场上放大招,与广州正普化工有限公司自主研发的超精密环保水基清洗剂密切相关。👍

 实力派专业水基清洗剂供应商👍👍👍
实力派专业水基清洗剂供应商👍👍👍


▼▼
为实现电子智能产品的高性能化,研究人员以印刷电路基板的组件封装高密度化,以及组件小型化为对象的焊接质量提升为最终目的,进行对回焊炉制程质量有重大影响之一的「锡膏印刷量管理」检讨与各种量测。
锡膏印刷量管理是在制程内,将管理规格幅度设定成「绝对量」与「相对量」,组件铺设位置精度管理首先确认组件的固定性,再设定组件铺设位置精度管理手法。
锡膏主要用于SMT行业PCB表面电阻、电容、IC等电子元器件的焊接。通俗的说,锡膏是一种用于连接零件电极与线路板焊盘的物料,该物料是主要成份为锡的合金,固化后可以起到导通零件电极与PCB的作用。

此外研究人员今后将针对「锡膏印刷量管理」与「组件铺设位置精度管理」,进行量产支持验证,藉此使印刷电路基板的组件焊接不良降至零。本文将主要为大家介绍SMT锡膏双面焊接能承受多重的部品重量及印刷参数对焊接质量的影响 。

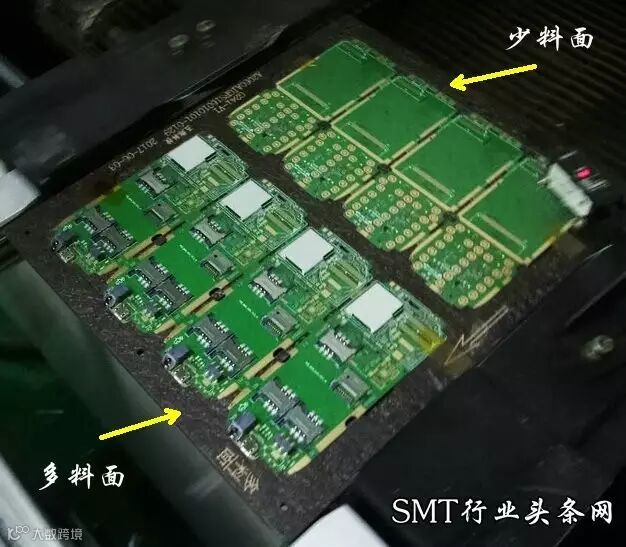
传统的双面锡膏印刷工艺是,先印刷第一面,贴片,过高温炉后,然后印刷第二面,贴片,过高温炉。
我们现在假设,印刷第一面贴片后,不过高温炉,直接再印刷第二面,贴片,过回流炉。
存在的问题是:基板朝下时,受到重力,自身部品重量等关系,焊锡膏能承受多重的部品,如何计算?
在贴装前,首先考虑PCB的正反面的元器件数量,采用不同的生产工艺。
第一种采用二次锡膏印刷回流焊接工艺:我们可以采用同型号的锡膏,无铅焊接温度在235-240度的情况下,先对反面元器件比较少的进行焊接回流,然后再贴正面元器件比较多的进行回流焊接,温度曲线基本一样。我们生产在过程中在二次回流过程中,出现反面掉件的比较少。
这种工艺主要用于反面都是少量的小元器件,不能用于反面元器件多而且有主芯片的焊接。如果用于正反面元器件多的工艺,最好采用不同温度的锡膏来做焊接,先用低温锡膏进行一次回流焊接,在用常规锡膏进行二次回流焊接工艺。这样品质比较有保证。
第二种采用点红胶固定回流工艺:首先将正面进行锡膏印刷贴装回流,然后对反面进行点红胶或印刷红胶,然后进行贴装,这时红胶的固化温度比较低,不会造成正面的元器件脱落现象。在元器件固定后,在手插元器件后,在进行对反面的元器件进行波峰焊接。
具体采用哪种工艺必须根据自己的产品不同情况来确定。

SMT全自动锡膏印刷工藝技術詳細介紹:

锡膏印刷制程印刷时大多使用端子(顶针)或是平板支撑基板下方,下方支撑不足时受到印刷橡胶刮刀(Squeegee)压力影响,印刷模版与印刷基板会出现微细歪斜,其结果造成锡膏印刷质量降低。
图1是基板下方支撑的设置与印刷质量的关系,以往数据化管理基板下方支撑的适宜性很困难,改用三次元检查仪之后,可以根据锡膏印刷量检讨基板下方支撑的适宜性。

图2是基板下方支撑的设置与某量产印刷电基板表面锡膏体积的分布关系,图中黄色、红色等暖色系线条表示锡膏体积分布在适当位置,蓝色、绿色等冷色系线条表示锡膏体积分布在较大位置,由图可知远离基板下方支撑的部位,锡膏体积有若干增加倾向。

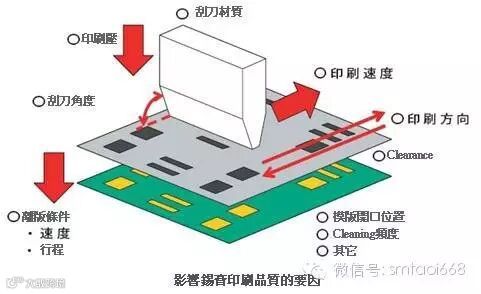
如上所述使用三维SPI检查仪,可以根据锡膏印刷量量测管理基板下方支撑的适宜性,透过基板下方支撑的适宜性管理,除了定位之外决定印刷压力之外,对印刷速度、接触角等印刷条件设定也非常有效,下图是影响锡膏印刷质量的要因图。

全自动锡膏印刷机至关重要:

solder paster也称焊锡膏,灰色或灰白色膏体,比重界乎:7.2-8.5。一般为五百克密封瓶装,也有特别定做的如针铜包装或一公斤包装,与传统焊锡膏相比,多了金属成分。于零到十度间低温保存(五至七度最佳),日前也有常温保存锡膏面市,效果仍不甚理想。

所谓的Reflow回流焊接,在表面贴装工艺(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回流焊炉、表面黏著SMT回流焊、SMT迴流焊炉等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
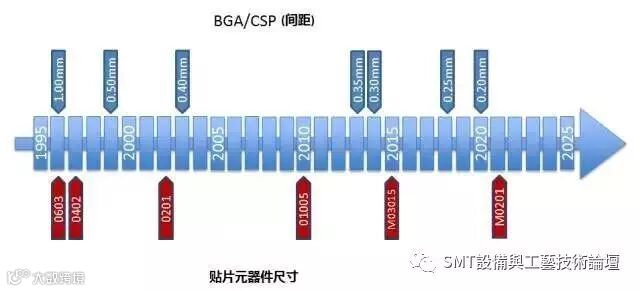
下图是SMT元器件的发展历程以及展望未来的发展趋势。目前英制01005贴片器件和0.4 pitch的BGA/CSP 在SMT生产中运用比较普遍。公制03015贴片器件也有少部分在生产中运用,而公制0201贴片器件目前还只是在试产阶段,预计未来几年会逐渐在生产中运用。
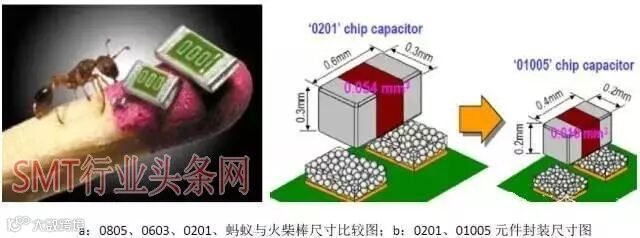
0201及01005元件引入的主要问题是尺寸小、工艺窗口小。0201约为0402尺寸的四分之一,而01005又为0201尺寸的四分之一(见下图)。
0201/01005的装配工艺涉及PCB焊盘要求、钢网设计、锡膏、锡膏印刷工艺、贴片控制、回流焊参数等诸多因素。

越来越小的元器件,对我们生产的工艺也将会越来越难,一次直通率的提升成了SMT工艺工程师的主要攻克目标好任务。一般来说SMT行业60%以上的不良都和锡膏印刷有关,锡膏印刷是SMT生产中的一道关键工序。解决了锡膏印刷的问题,就相当于解决了整个SMT工序中大半的工艺问题。
▼▼▼
全自动锡膏印刷机是SMT(表面贴装技术)生产线的关键设备之一。
SMT印刷机作为表面贴装生产线的第一道工序,锡膏印刷质量的好坏对SMT产品的合格率有着极其重大的影响。影响锡膏印刷质量的一个重要因素是印刷机各部分的运动控制精度,目前SMT产品的生产向高产出率和“零缺陷”方向发展,在生产中,印刷机需要长时间稳定不间断地高速运行,这对其运动控制系统的运行速度、稳定性及可靠性提出了很高的要求。

刮刀压力、刮刀速度、脱模速度三个印刷参数对印刷锡膏质量的好坏影响很大。PCB上大多数焊盘所印刷的锡膏随印刷工艺参数变化的表现好坏是一致的,但是针对部分细长、间距小的焊盘,这种表现差异更加明显,并且不良印刷的风险更大。
一、 刮刀压力
刮刀压力在确保高于锡膏内部压力的前提印刷下,对锡膏印刷质量没有明显影响,但过高的刮刀压力会影响钢网和PCB的对位精度,以及使钢网和刮刀磨损程度加快。同时,印刷出的锡膏体积随着刮刀压力的升高而先增大后减小,锡膏高度随着刮刀压力的升高而降低。
二、 刮刀速度
刮刀速度对印刷质量影响很大,印刷质量随着速度的提高而降低,主要表现在漏印、短路等。同时,印刷出的锡膏体积随着刮刀速度的升高而先减小后增大,锡膏高度与刮刀速度没有太明显关系。
三、 脱模速度
印刷质量随着脱模速度的升高而降低,主要表现为QFP、SOP等细长焊盘上印刷的锡膏造成拉尖、堵塞钢网开孔并造成漏印。同时,印刷出的锡膏体积随着脱模速度的升高而先增大后减小,锡膏高度随着脱模速度的升高而先升高后降低。
结合锡膏印刷过程和锡膏的粘度特性,经分析确定各工艺参数对印刷的影响是由锡膏触变性、内部压力综合造成的。
以上可为实际生产提供参考,以便准确设定印刷参数,使生产线生产出合格产品。




国际主流印刷机品牌:DEK 、 MPM 、EKRA等等
SMT设备的国产化进程:
自1985年开始引进SMT生产线批量生产彩电调谐器以来,中国电子制造业应用SMT技术已近30年。据不完全统计,目前我国SMT生产线大约5万条,贴片机总保有量超过10万台,自动贴片机市场已占全球40%,成为全球最大、最重要的SMT市场。

焊接、检测和印刷设备已经接近国际先进水平。
2005年以来,国内SMT设备企业在印刷机、焊接、检测等SMT设备方面已基本实现国产化,并凭借市场价格优势占据70%~80%的国内市场份额。
锡膏印刷机方面,国内最早由日东研制成功。近年众多民营企业参与研制,已有多个品种问世,达到世界中上等水平。2006年东莞凯格精密机械公司推出全自动印刷机,很快成为国内第一品牌。如今国产品牌有德森,和田古德,环城,正实等等。

SMT钢网(模板)SMT stencil 制作工艺
SMT钢网(stencil)也称作SMT模板(SMT Stencil):一种SMT专用模具;主要作用是辅助锡膏的沉积;目的是将准确数量的锡膏精准地转移到空PCB上的准确位置。
随着SMT工艺的发展,SMT钢网(SMT模板)还被广泛的应用于胶剂工艺。

一、钢网(SMT模板)的演变
钢网最初是由丝网制成的,因此那时叫网板(mask)。开始是尼龙(聚脂)网,后来由于耐用性的关系,就有铁丝网、铜丝网的出现,最后是不锈钢丝网。但不论是什么材质的丝网,均有成型不好、精度不高的缺点。
随着SMT的发展,对网板要求的增高,钢网就随之产生。受材料成本及制作的难易程序影响,最初的钢网是由铁/铜板制成的,但也是因为易锈蚀,不锈钢钢网就取代了它们,也就是现在的钢网(SMT Stencil)。
二、 钢网(SMT模板)分类
按SMT钢网的制作工艺可分为:激光模板,电抛光模板,电铸模板,阶梯模板,邦定模板, 镀镍模板,蚀刻模板。
激光钢网制作所需的资料
制作激光钢网需要以下资料:
1、PCB 2、菲林 3、数据文件
资料必须:
PCB:版次正确,无变形、损坏、断裂;
菲林:是SMD层及丝印层,注明正反面,确保未受冷受热,无折痕;
数据文件:鑫格瑞激光钢网(SMT模板)可接受各种CAD数据格式:GERBER、HPGL、*.JOB、*.PCB、*.GWK、*.CWK、*.PWK、*.DXF、*.PDF;以及下列软件设计的数据:PAD2000、POWERPCB、GCCAM4。14、PROTEL、AUTOCADR14(2000) 、CLIENT98、CAW350W、V2001。
数据过大时应压缩后传送,可使用*.ZIP、*.ARJ、*.LZH等任何压缩格式;
数据需要含SMT solder paste layer(含有Fiducial Mark数据和PCB外形数据),还需要含有字符层数据,以便检查数据的正反面、元件类别等。
下面我们简单地介绍一下最常用的GERBER格式文件;
GERBER文件是美国GERBER公司提出的一种数据格式;它是将PCB信息转化成多种光绘机能识别的电子数据,亦称光绘文件。GERBER文件是一种有X、Y坐标和附加命令的软件结构,GERBER格式正式学名叫“RS274格式”。它已成为PCB行业的标准格式文件。
GERBER文件结合Aperture list(亦称D-Code)文件,定义了图形的起始点以及图形形状及大小。D-Code定义了电路中线路、孔、焊盘或别的图形的大小及形状。
GERBER文件有两种类型:RS274D及RS274X
RS274D含X、Y DATA,不含D-Code文件;
RS274X含X、Y DATA, D-Code文件也定义在该文件里。
三、SMT钢网(SMT模板)的制作工艺
SMT钢网(模板)的制作工艺有:化学蚀刻法(chemical etch)、激光切割法(laser cutting)、电铸成型法(electroform)。
1、化学蚀刻法(chemical etch)
工艺流程:数据文件PCB→菲林制作→曝光→显影→蚀刻→钢片清洗→张网
特点:一次成型,速度较快点;价格便宜。
缺点:易形成沙漏形状(蚀刻不够)或开口尺寸变大(过度蚀刻);客观因素(经验、药剂、菲林)影响大,制作环节较多,累积误差较大,不适合fine pitch钢网制作法;制作过程有污染,不利于环保。
2、激光切割法(laser cutting)
工艺流程:菲林制作PCB→取坐标→数据文件→数据处理→激光切割→打磨→张网
特点:数据制作精度高,客观因素影响小;梯形开口利于脱模;可做精密切割;价格适中。
缺点:逐个切割,制作速度较慢。
3、电铸成型法(electroform)
工艺流程:基板上涂感光膜→曝光→显影→电铸镍→成型→钢片清洗→张网
特点:孔壁光滑,特别适合超细间距钢网制作法;
缺点:工艺较难控制,制作过程有污染,不利于环保;制作周期长且价格太高。
四、SMT钢网(SMT模板)的开口设计
SMT钢网(模板)的开口设计应考虑锡膏的脱模性,它由三个因素决定:
①开口的宽厚比/面积比;②开口侧壁的几何形状;③孔壁的光洁度。
三个因素中,后两个因素由钢网(模板)的制造技术决定的,前一个我们将会考虑的更多。
因为激光钢网(模板)很好的性价比,所以这里我们重点探讨激光钢网(模板)的开口设计。
首先,我们认识宽厚比和面积比:
宽厚比:开口宽与钢网厚度的比率。
面积比:开口面积与孔壁横截面积的比率。
一般地说,要获得好的脱模效果,宽厚比应大于1.5,面积比应大于0.66。
什么时候考虑宽厚比,什么时候考虑面积比呢?通常,如果开口长度没有达到宽度的5倍时,应考虑用面积比来预测锡膏的脱模,其它情况考虑宽厚比。
以下是一些元件的开口范例:
当然,对钢网(模板)进行开口设计时,不能简单地追求宽厚比或面积比而忽略了其它工艺问题,如连锡,多锡等;
另外,对于0603(1608)以上的片状元件,我们应该更多地去考虑怎样防锡珠。
以上主要讲了锡膏工艺钢网(模板)的开口设计,下面我们来简单介绍一下胶水工艺钢网(SMT模板)的开口设计:
胶水因其特性的缘故,开口设计经验值很重要。
印胶钢网(模板)开口一般开成长条形或圆孔;非MARK点定位时应开两个定位孔。
备注:1、长条形的宽度W应为:0.3mm≤W≤2.0mm
2、圆孔的直径为:
3、印胶钢网(模板)的厚度一般选择0.15 mm~0.2mm
钢网(SMT模板)开口设计小技巧:
1、细间距IC/QFP,为防止应力集中,最好两头圆角;开方形孔的BGA及0402、0201件也一样子。
2、片状元件的防锡珠开法最好选择内凹开法。
3、钢网(模板)设计时,开口宽度应至少保证4颗最大锡球能顺畅通过。
五、钢网(SMT模板)的后处理
蚀刻及电铸钢网(SMT模板)一般不做后处理,这里讲的钢网(SMT模板)后处理主要针对激光钢网(SMT模板)而言。
因激光切割后会产生金属熔渣附着于也壁及开口处,所以一般要进行表面打磨;当然,打磨也不仅仅是除去熔渣(毛刺),它同时也是对钢片表面进行粗化处理,增加表面摩擦力,以利锡膏滚动,达到良好的下锡效果;
有必要地话,还可以选择“电抛光”,对完全除熔渣(毛刺)改善孔壁。
六、钢网(SMT模板)的清洗
SMT钢网(模板)在使用前、中、后、都要进行清洗(一般都是用SMT钢网清洗机清洗):
在使用前应抹拭;
在使用过程中也要定期擦拭钢网(SMT模板)底部,以保持钢网(模板)脱模顺畅;
使用后更要及时清洗钢网(模板),以便下次还能得到同样好的脱模效果。
钢网(SMT模板)清洗方式一般有擦拭和超声波清洗:
擦拭
用预先浸泡了清洁剂的不起毛抹布(或专用钢网擦拭纸)去擦拭钢网(SMT模板),以清除固化的锡膏或胶剂。
特点是方便、不受时间限制、成本低;
缺点是能不彻底地清洗钢网(SMT模板),尤其是密间距钢网(SMT模板)。
另外,有些印刷机带有自动擦拭功能,可设定印了几次后自动擦拭钢网(SMT模板)底部。这个过程也是用专用的钢网(SMT模板)擦拭纸,而且动作前机器会先喷射清洁剂在纸上。
超声波清洗
超声波清洗主要有浸泡式和喷雾式两种,还有一些厂家用一种半自动式的超声波清洗机清洗钢网(SMT模板);
清洗剂的选择
理想的钢网(SMT模板)清洗剂必须是实用的、有效的、以及对人和环境都安全的,同时它还必须能够很好地清除钢网(SMT模板)上的锡膏(胶剂)。现在有专门的钢网(SMT模板)清洗剂,但它可能会使钢网(SMT模板)洗脱,使用时应慎重。若无特别要求,可用酒精或去离子水代替钢网(SMT模板)专用清洁剂。
七、钢网(SMT模板)的使用
SMT钢网(SMT模板)是一个“娇气”的精密模具,因此,使用时应注意:
1、轻拿轻放;
2、使用前应先清洗(抹拭)钢网(SMT模板),以去除运输过程携带的污物;
3、锡膏或红胶要搅拌均匀,以免堵塞开孔明;
4、印刷压力调到最佳:以刮刀刚好能刮尽钢网(SMT模板)上的锡膏(红胶)时的压力最好;
5、印刷时最好使用贴板印刷;
6、刮刀行程走完后,可能地话,最好停2~3秒再脱模,且脱模速度不宜过快;
7、不可用硬物或锋利的刀具撞击钢网(SMT模板);
8、钢网(SMT模板)用完后应及时清洗干净,并回包装箱,置于专用储藏架上。
八、影响钢网(SMT模板)品质的因素
主要有以下几个因素会影响到钢网(SMT模板)的品质:
1、制作工艺
前面我们有探讨钢网(SMT模板)的制作工艺,显然最好的工艺应当是激光切割后做电抛光处理。化学蚀刻及电铸都存在存在菲林、曝光、显影等较易产生误差的工艺,而且电铸还受基板不平的影响。
2、使用的材料
包括网框、丝网、钢片、粘接胶等。网框必须能承受一定程序的接力且有很好地水平度;丝网最好用聚脂网,它能够长时间保持张力稳定;钢片最好用304号,且亚光的会比镜面的更加利于锡膏(胶剂)滚动;粘接胶必须强度足够且能耐一定的腐蚀。
3、开口设计
开口设计的好坏对钢网(SMT模板)品质影响最大。前面探讨过,开口设计应考虑制作工艺,宽厚比、面积比、经验值等。
4、制作资料
制作资料的完整与否,也会影响到钢网(SMT模板)品质。资料越全越好。同时,资料并存时应明确以哪个为准。还有,一般来讲以数据文件制作钢网(SMT模板)可尽可能减少误差。
5、使用方法
正确地印刷方法能使钢网(SMT模板)品质得到保持,反之,不正确地印刷方法如压力过大、印刷时钢网(SMT模板)或PCB不水平等,均会使钢网(SMT模板)受到损坏。
6、清洗
锡膏(胶剂)比较容易固化,若不及时清洗会堵塞钢网(SMT模板)开口,下次印刷将产生困难。因此,钢网(SMT模板)由机器上取下后或者在印刷机上1小时不印刷锡膏应及时清洗干净。
7、储存
钢网(SMT模板)应存放于特定的场所,切忌随意乱放,可以避免钢网(SMT模板)受到意外损坏。同时,钢网(SMT模板)不要叠放在一起,这样既不方便取又极可能会把网框压弯。


传递正能量 分享人生智慧


你也可添加SMT行业头条网了解更多详情▼
[ http://www.smt-test.com ]
▼

目前已有10万+专业粉丝关注我们!

SmT業內最具人气,最活跃,最有影响力的
——SMT設備與工藝微信公众號!!
SMT制造业实力派移动互联网营销平台 !
免责声明:本公号转载的文章、图片、音频视频文件等资料的版权归版权所有人所有,转载目的在于传递更多信息。原作者认为其作品不宜供大家浏览,或不应无偿使用,请及时与我们联系,以迅速采取措施,避免给双方造成不必要的损失。
原创声明:资讯内容非原创,原创仅限形式组合过滤!
史上最全面解密SMT锡膏焊接特性与印刷工艺技术及不良原因分析 !
华为,OPPO,VIVO三大智能手机高大上SMT自动化生產線車間曝光!这才是对高品质近乎完美的苛求!
电子厂SMT车间生产设备控制策略及对环境的要求,错过只好遗憾!
💠PCBA電路板为何要喷涂三防漆 ? 電子芯片究竟该不该点胶?
SMT電子廠难得一见的日本FUJI富士NXTⅢ高速贴片机保养维护常识 !
📢第一届中国手机制造自动化展
2017年8月深圳NEPCON电子设备展史上最实用参观指南 !
2017年8月深圳国际NEPCON电子设备展行业领先亮点抢先看 !
独家实拍顶级SMT贴片生产线,探秘高端SMT生产车间工艺流程!
📢 中國高端SMT制造究竟高在哪 ? 探秘东莞金立,維沃,歐珀手机SMT工厂瞄准高质量前进 ❗
如果贵司有高层专访、新品推介、新闻通稿、行业交流、SMT行业商机及SMT企业需求对接等方面有需求,请联系:
SMT行业头条网《电子智造技术之家》
E-mail : 2819280798@qq.com
☞戳号码 找小编客服洽谈合作:Chinasmt668



