

答复:这个要映射刀具号,我们的这个刀具号映射是:刀具号➗100=槽宽
问题:我搞新增对吗
答复:你这里要映射槽宽,槽宽没有要报错,然后重新优化一下,看是否正确
问题:已解决
再次反复提醒,电脑也会发生中毒、不小心升级重装等情况,优化系统在正常使用后,应该定期做一个优化设置备份(老师绝对不可能有您的备份文件),以避免应急情况,备份文件应储存在云盘或者其他电脑中,同时,发生异常要检查是否把优化软件系统设置为白名单哦。
同样的问题:
载入料单有时会提示如下错误:找不到MPR刀具号映射定义,需要被映射的刀具号:1000。
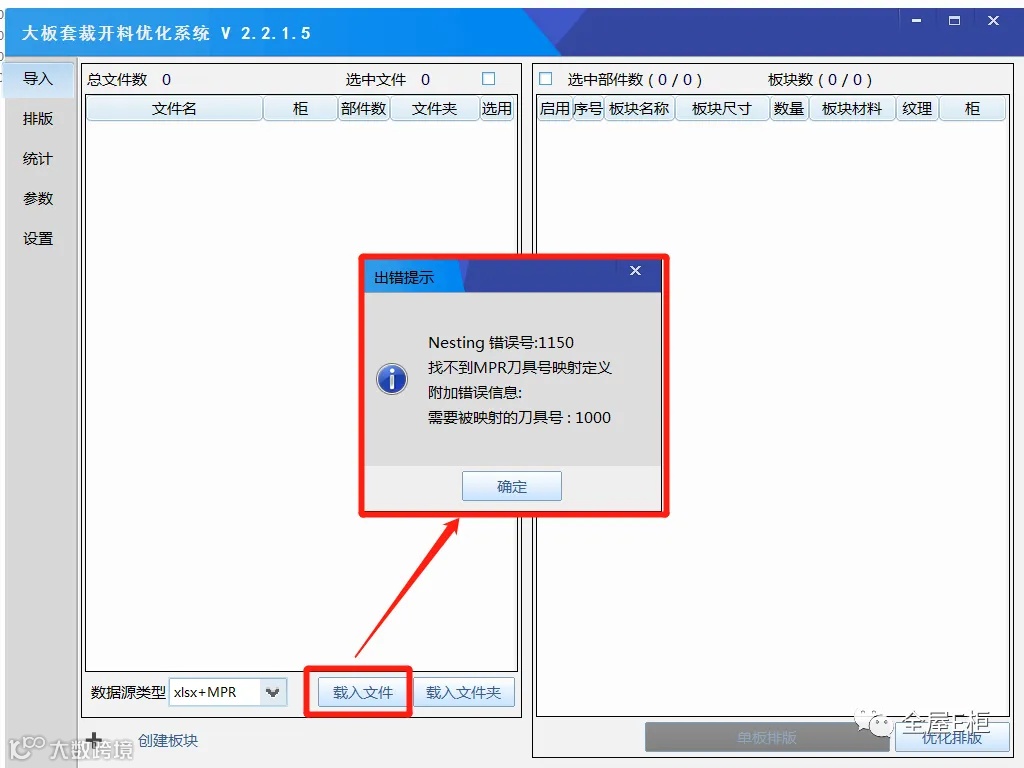

大致的意思是有刀具号为1000的槽,但优化程序或数控钻设备不知道其槽宽、需要用哪把刀等信息。所以需要该槽的信息。根据提示前往设置刀具号映射,定义刀具号、刀径等信息。
二、全屋E柜刀具号输出规则
1.普通直线槽
(最新版本WSNesting对接全屋E柜拆单平台可以自动识别,普通槽不需要手动添加)如背板槽、抽屉板槽等普通开槽,刀具号一般为槽宽*100,如10mm宽的槽,刀具号为10*100=1000;
所以反过来槽宽=刀具号/100,如刀具号为1000,槽宽=1000/100=10。
2.挖洞
如榻榻米升降机的开洞、穿线孔的挖洞、玻璃门的挖洞,在一块板中间挖空的槽,拆单平台输出的刀具号为数字“0”,在刀具号映射时可以指定为开槽或开料刀的刀具,或指定为某一把型刀。

3.特殊刀具(映射型刀)
在拆单平台可设置钻头铣刀,如果需要指定特殊的刀具号(9000-9999),可先在此设置后,在优化中匹配指定,如下刀具号为:9000等;

三、WSNestign刀具号映射
根据提示前往添加刀具号映射。

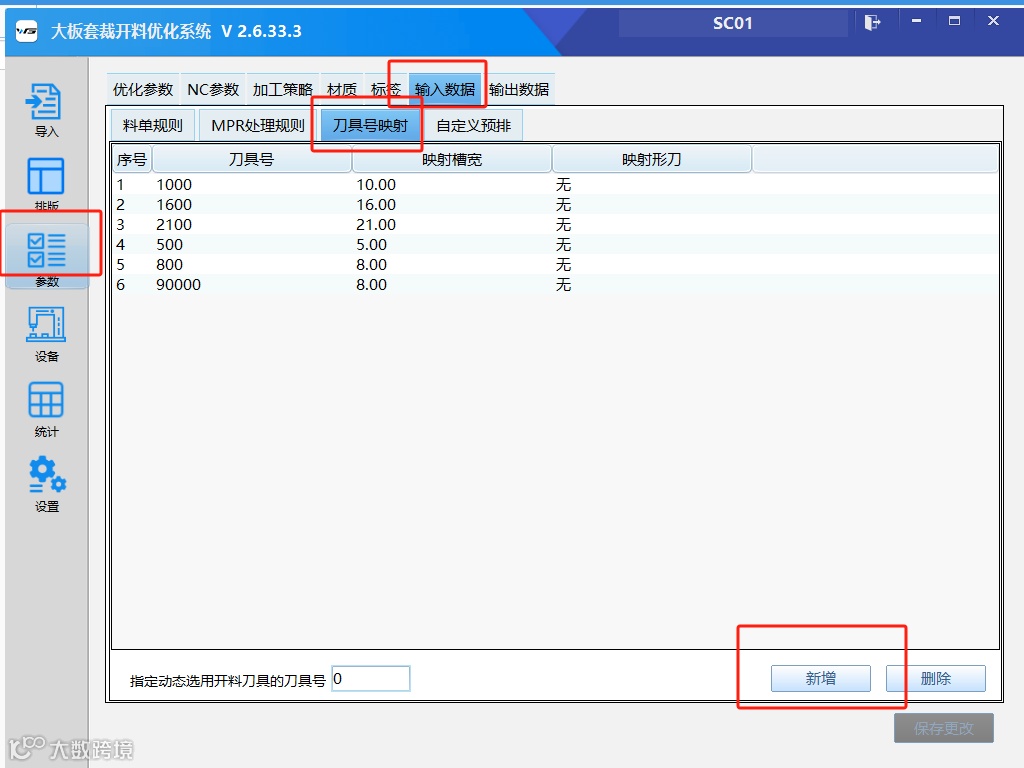
刀具号映射在“参数”-“输入数据”下,有需要亦可单独去设置。

1.普通直线槽
(最新版本WSNesting对接全屋E柜拆单平台可以自动识别,普通槽不需要手动添加)

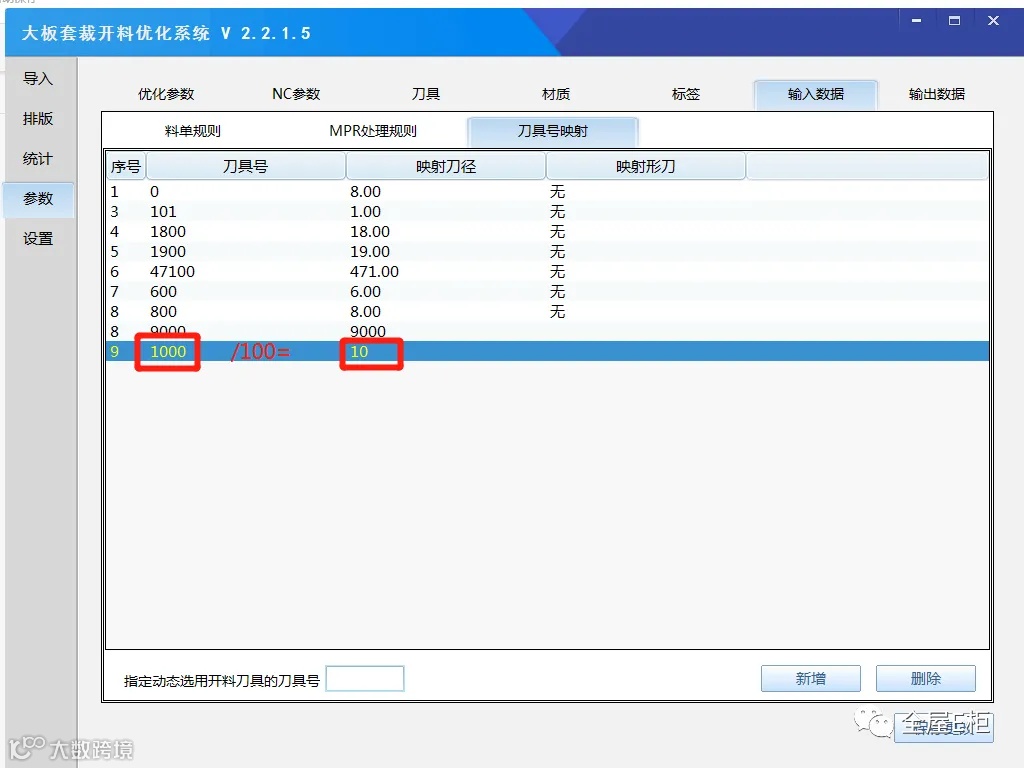
根据提示及需求输入刀具号;
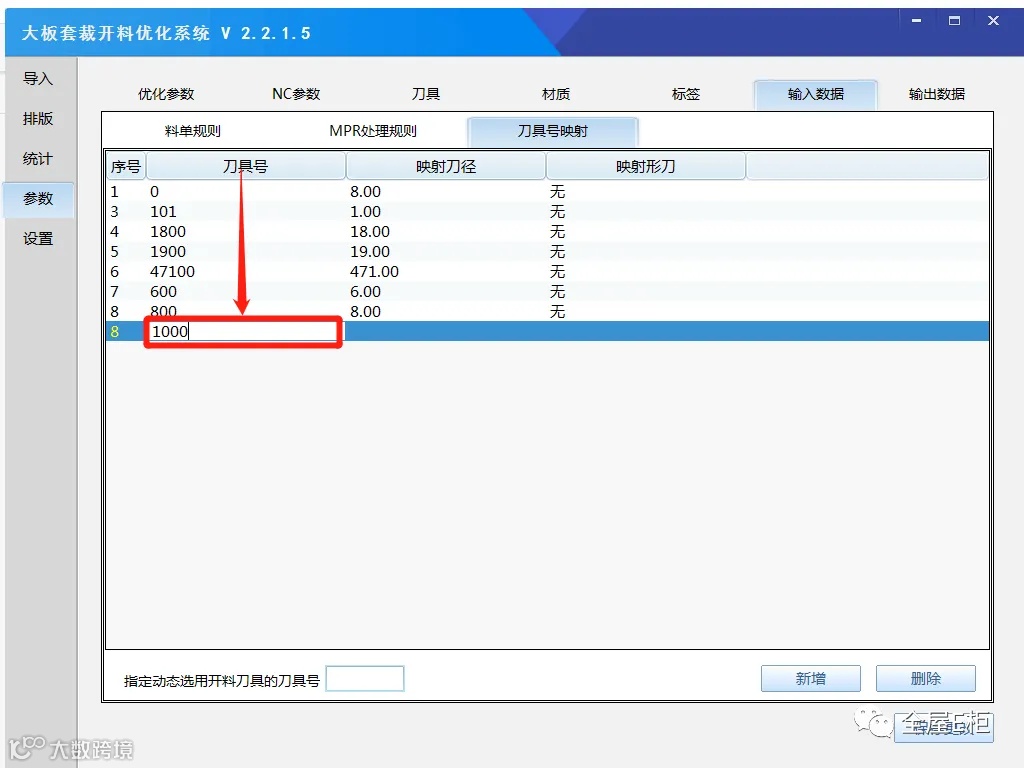
即为提示需要被映射的刀具号,如下图。

如上述,槽宽=刀具号/100,如刀具号为1000,槽宽=1000/100=10。
2.挖洞刀具号0
酷家乐模型中,板件挖洞部分拆单输出的刀具号为0;
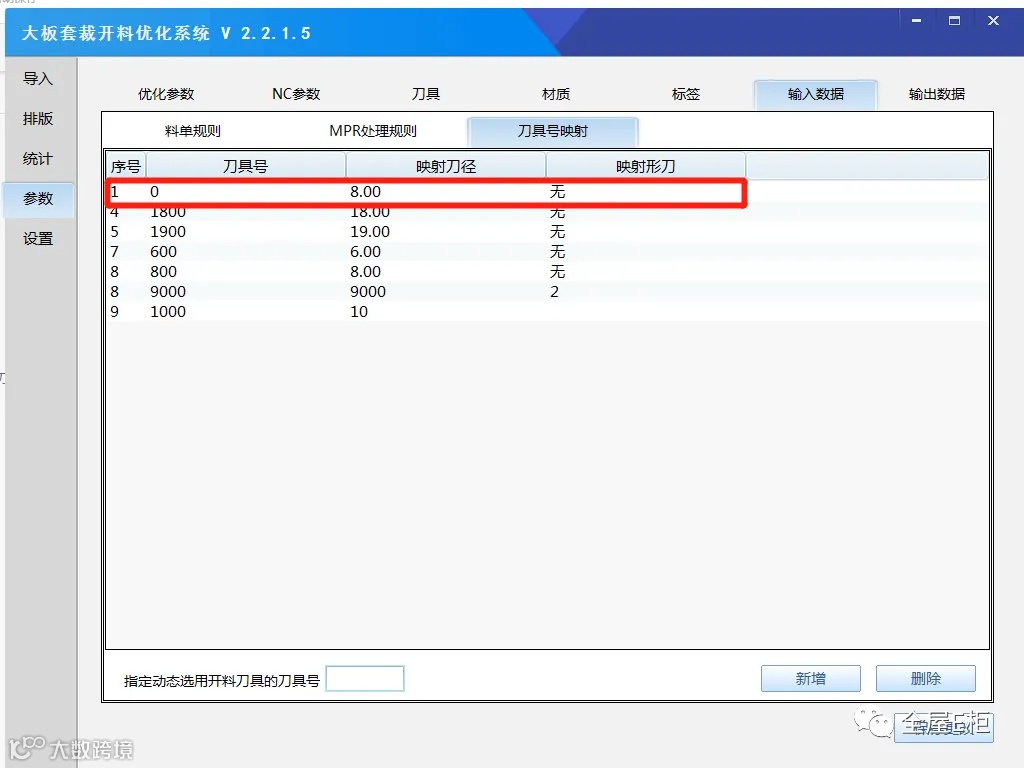
酷家乐模型中,板件挖洞部分拆单输出的刀具号为0,并且偏移路径,偏移的尺寸取决于使用的刀径,所以刀具号映射为切割挖洞部分的刀径。可指定为开槽或开料的刀径,具体取决于期望使用哪一把刀来切割;

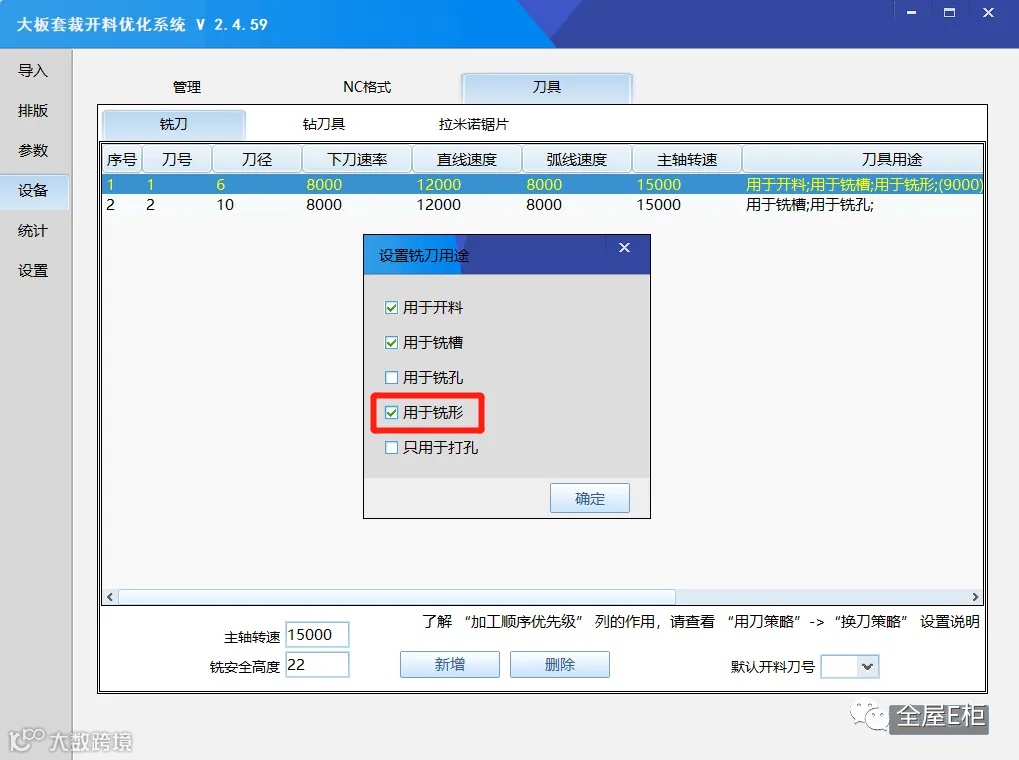
3.指定固定刀具号及映射型刀
如9000并不是普通槽,为特殊刀具,可指定固定刀具。
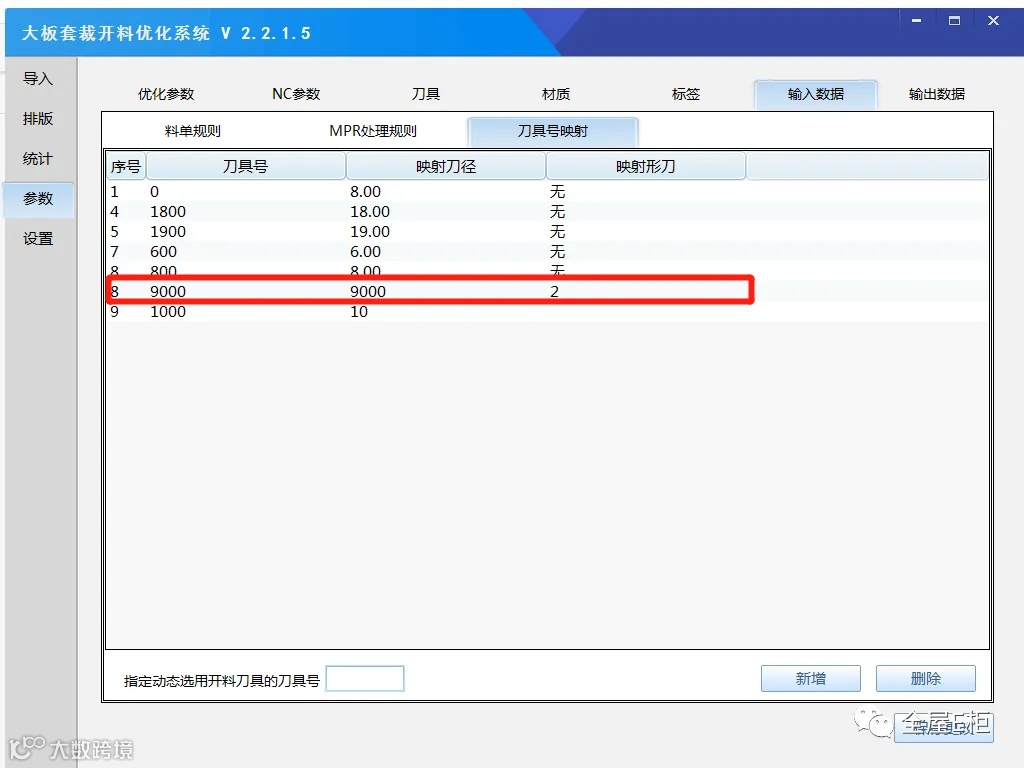
根据特定刀具号映射,并且可以指定固定刀具,如下刀具号为9000,可指定2号刀加工。
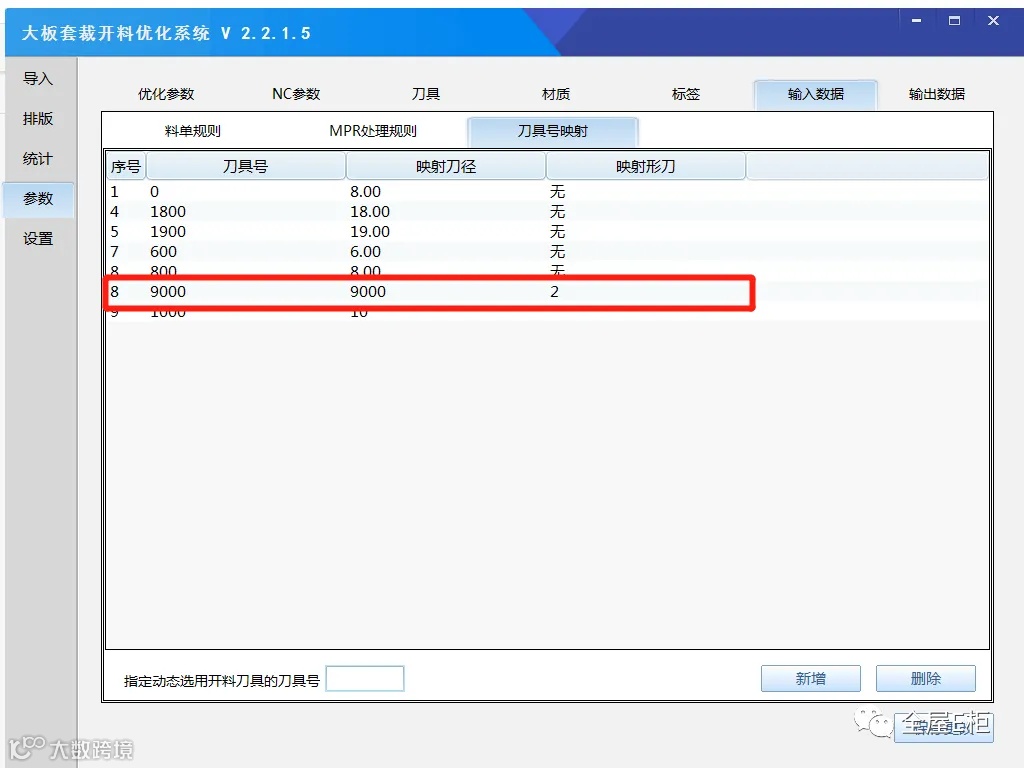
映射型刀前提是刀具功能包含铣型
四、数控钻等设备对接
在数控钻等加工环节,对于mpr文件经常会遇到加载错误或显示的槽宽与设计不相符的问题。
原因是部分直线槽或特殊槽无槽宽等信息,所以设备无法知道槽宽信息。
如下:
当拆单平台输出常规直线铣去到设备上面加工不了,是因为没有做相对应的刀具映射
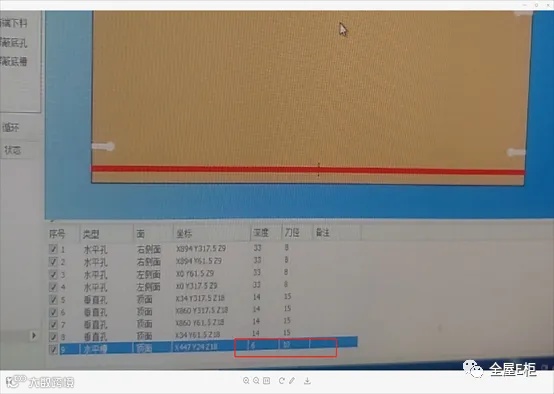
当前端设置的背板厚度为12时,那么出来的槽正确的槽宽是13因为这里我们做了一个开槽预留值

通过文本打开MPR文件我们可以看到TNO这个值为1300,是因为我们输出的常规直线铣是槽宽✖100等于他的刀号,那么我们就要去设备上面做映射,当TNO为1300是这个槽宽用那把刀去做加工

当没有刀具映射时这个槽在设备上面时显示错误的,这样加工出来的槽的宽度就是不正确的
所以针对于不同的刀具号识别读取及加工,类似于WSNesting优化程序,数控钻等设备上也需要添加刀具号映射规则。
1.刀具号映射
全屋E柜输出的刀具号的规则如上第二点。
或用记事本打开 mpr 文件去查看,找到铣槽表述位置,并在里面找到“TNO”描 述,这个代码意义为选用的刀具号。

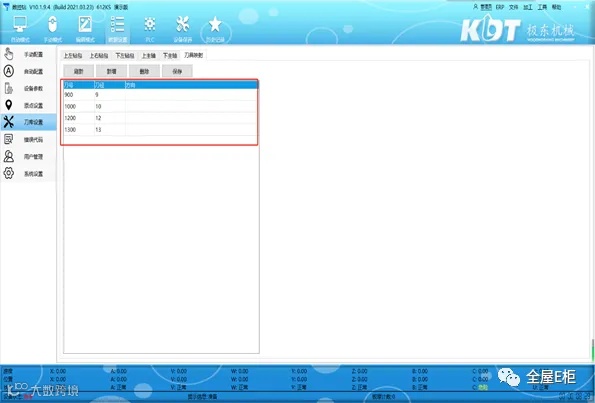
1.1数控钻常规方式刀具号映射
一般的数控钻设备系统上都会有刀具设置及刀具号映射的设置功能,下图以极东数控钻为例,然后把上述刀具号内容对应的刀具号、刀径、方向等信息录入数控钻设备。
1.2特殊映射方式
当设备上没有这个刀具映射表的配置功能时,可以咨询设备商去看设备上是否有这样文件可以去做映射

通过记事本添加更改系统文件来添加刀具号映射。
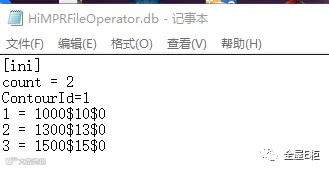
如果上述的映射规则都没有,建议让设备商做升级改进,才能正确识别加载mpr文件。
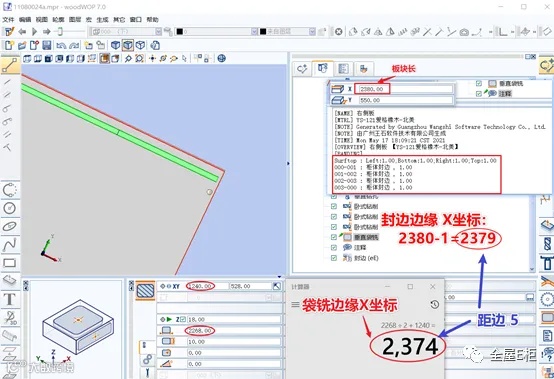
2、数控钻对接的其他问题:袋铣槽和直线铣槽解决方法
袋铣槽过长
当全屋E柜拆单平台输出的袋铣槽在设备在六面钻上面加工完成以后出现了槽长了,这是因为设备控制系统判断袋铣的起始点和终点错误的原因,而出现了加工出来槽长的六面钻这里把“袋铣”当“直线槽(多出刀具刀半径)”加工了。加工完成出现槽过长

在极东、桦桦、先达、南兴等六面钻袋铣就是沿着袋铣边缘轮廓内偏加工的;极东等设备正常的,袋铣类型的槽长识别加载正确。
类似的问题可以咨询设备商,去看设备上面有没有类似将袋铣转为直线槽的设置,如果没有建议让设备商做升级改进,才能正确识别加载mpr文件。

扩展阅读:
刀具号映射|生产管理(完整的刀具号管理看这篇)
Nesting提示错误号:1028 (列表数据不正确) | 后台拆单

公众号内搜索:刀具号



 
巨大创意园·共享云智能科技 设计生产一体化平台:www.egui.me |