最近在调试一台ABB点焊机器人,ABB点焊机器人修模以及换电极帽的方法做了一个小总结笔记如下:
1、机器人修模的原理也是以一个点为基准进行补偿的,首先要做个焊枪的TCP点(tool_gun)定义在静电极的端面中心,焊枪的Z方向定义为焊枪静电极所指的方向,(注意焊枪的电极帽要是最新的,否则更换电极帽进行赋值的时候会出现很大的误差)然后执行下面的语句为了将TCP的数值永远的记住在主程序添加指令如光标所示,然后执行即可。
2、注意确认工具坐标的补偿量是否准确:最好是提前复制一个工具坐标命名为tool_3(有问题时,便于快速恢复原始的工具坐标数值)。tool_gun是校准后的TCP工具坐标补偿,那么在程序焊点使用sportL行时一定要使用校准后的TCP工具tool_gun。同时手动操作把工具坐标切换成tool_gun线性检查Z方向的数值变化是不是和tool_gun相对于原始的工具坐标tool_3的偏差值一样。
复制一个工具坐标命名为tool_3



执行以后,TCP(tool_gun)点的数值被保存在程序数据tooldate
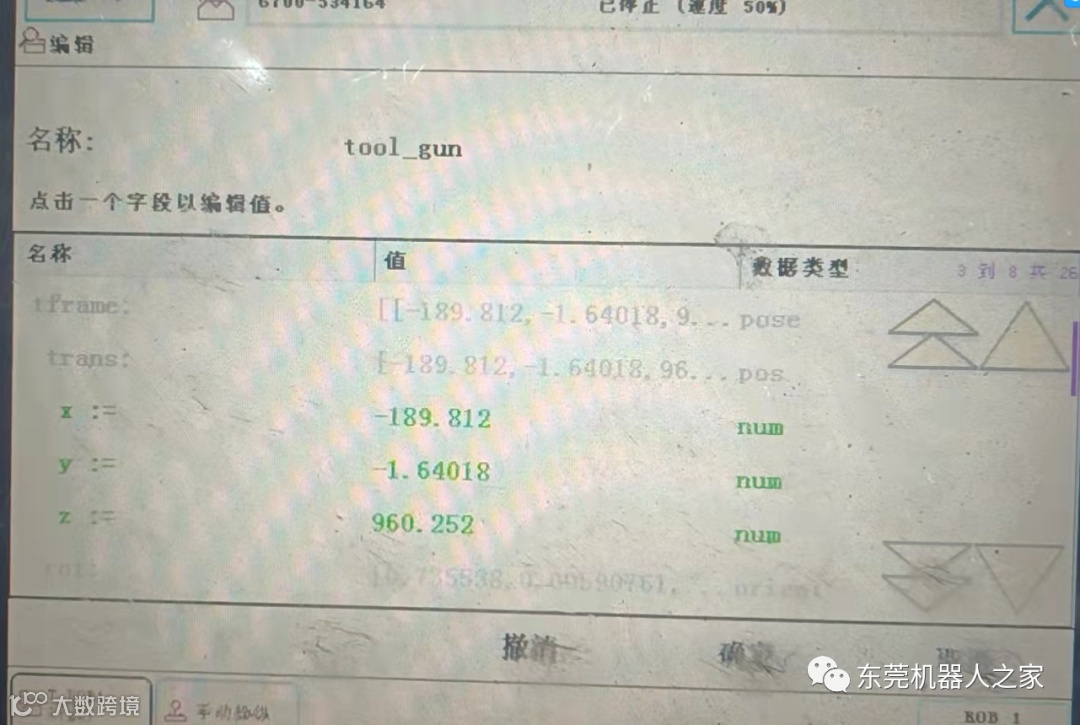
tool_gun里面数据保存着TCP的数值永远不变,除非你更改里面的数值使之改变,目的是为了更换电极帽时重新赋值给新电极帽的TCP及电极帽的端面
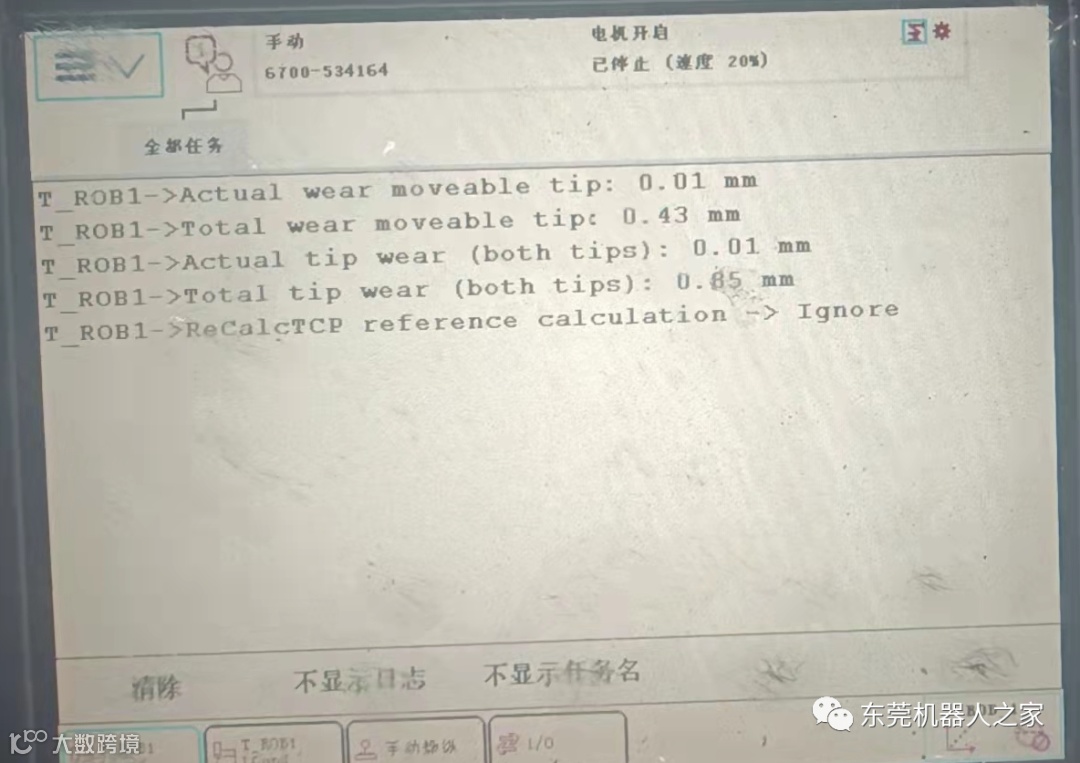
更换电极帽执行程序表示将补偿过后的值赋给现在的TCP,正常情况下如果你的TCP方向做的很准的话,TCP的数值只有Z随着修磨补偿在变,执行该指令后,TCP的数值已经改变,每一个焊点的静电极与板件的距离一直不变,这就是补偿的效果。
如果上下电极帽修磨的量不一样,需要更改静臂与动臂修磨补偿的比例更改.Gundata:焊枪参数里面的参数




Gun-name:枪名
Pre_close_time:闭枪时间
Pre_equ_time:平衡时间
Weld_counter:焊接数量,可选项,在用户程序中置零
Max_nof_weld:最大点焊数量,可选项
Curr_tip_wear:枪尖磨损,每次磨枪后自动增加(仅 伺服焊枪为可选项
Max_tip_wear:换枪前最大磨损(仅伺服焊枪为可选项)
Weld-timeout:焊机出现超时报警的时间,可选项
Curr-wear-fix:静电极的补偿量
Wear-moveable:表示动电极的补偿量
Tip-wear-sup:每次修磨的不能超过的最大量,为可选项
Release-dist:表示焊接过后TCP点与静臂点的距离
Deflection-dist-z:表示一定得压力后焊枪Z方向的形变 量
Deflection-dist-x:表示一定得压力后焊枪x方向的形变量
Deflection-force:使枪形变量所对应的压力
Tip-wear-ratio:表示静臂所占修模补偿的百分比
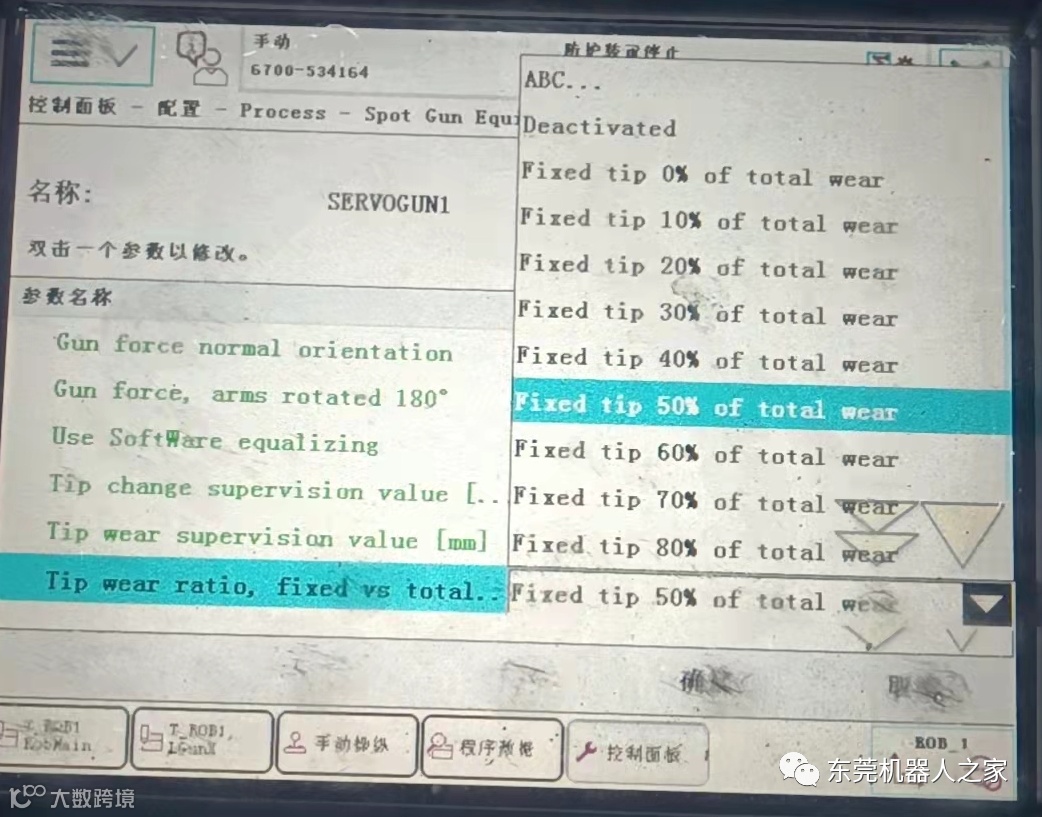
比如50,表示动静之比1:1, (也就是100-50:50即1:1)
比如100,表示动静之比0:100 (也就是100-100:100即0:100)
注明:(Curr-wear-fix)+(Wear-moveable)= (Curr_tip_wear)
静电极的补偿量+动电极的补偿量=枪尖磨损,每次磨枪后自动增加。
( Curr-wear-fix)+(Wear-moveable)>Max_tip_wear换枪前最大磨损,出现报警,电极帽磨损严重准备更换。
如若有不对的地方热烈欢迎留言指正。
往期精彩回顾:
FANUC机器人后台逻辑应用小技巧
FANUC机器人如何做镜像备份还原
FANUC蜘蛛手机器人校原点步骤
FANUC机器人轴动作范围设置方法
FANUC机器人密码保护功能设置方法
FANUC机器人示教器系统时间设置方法
FANUC机器人与麦格米特焊机模拟量设置波形图
FANUC机器人位置寄存器赋值偏移和偏移PR两种方式画方形轨迹
FANUC机器人与视觉iRVision知识
FANUC机器人位置寄存器是记录位置信息的寄存器
KUKA机器人示教器SmartPad用户组介绍
KUKA机器人常用指令
ABB机器人IO板卡DSQC651的IO板介绍
ABB机器人双机协调酒杯干起来
如何查看ABB机器人系统选项
ABB 机器人 I/O通讯与配置实操应用技巧大全
ABB机器人中断的停用与启用
ABB工业机器人单独导入程序和EIO文件及系统信号关联步骤
ABB机器人自动停止已打开报90205
ABB机器人工具坐标系其他创建方法
ABB机器人精确到目标点fine与转弯半径数据z0区别
ABB机器人仿真软件RobotStudio介绍和安装以及破解
ABB工业机器人控制柜故障诊断与维护(一)
单击对应二维码,长按添加小编为好友▲


