



撰稿|鲁强兵

增材制造(Additive Manufacturing,AM,常称之为3D打印)技术在过去十几年无论是在基础研究还是在实际应用中都取得了突飞猛进。一直以来,3D打印中的物质状态变化(物理变化或者化学变化),在绝大多数时候都是使用光能或者热能来驱动。最近,来自加拿大康科迪亚大学(Concordia University)的研究人员研究了超声波供能的3D打印方案。研究人员使用聚焦超声直接产生的声空化对结构进行3D打印(称之为Direct sound printing,DSP),在高度局限的空间产生强大的空化,以此来产生声化学反应。在热固性聚合物(二甲基硅氧烷)中可以打印出孔隙率从0到280 μm之间变化的复杂几何图形。相关论文以“Direct sound printing”为题,于4月6号发表在《NATURE COMMUNICATIONS》上。
现有的AM技术中光和热仍然是驱动聚合物化学反应或物理转化的首选能量源。因此,AM工艺中的材料大致上可以分为:1. 光敏树脂,常用于立体光刻(SLA)或激光直写(DLW);2. 热塑性长丝或粉末,用于熔融沉积成型(FDM)或选择性激光烧结(SLS)。控制化学相互作用的参数由每个分子的能量、相互作用时间和压力决定。热固性聚合物就是一个很好的例子。热固性树脂可以通过光或热提供能量来固化。然而,由于很难在较小的局部空间应实现快速的升温和降温,每个点的固化都需要长时间(几百毫秒乃至几十秒)来激活化学反应。寻找一种高效率的固化反应十分必要。
现有的能量源(光和热)在调控参数方面相对温和,没有利用化学的所有潜力,而声化学将这些参数推到了极限。在室温下被大量液体包围的活跃空化泡,在崩塌的瞬间产生异常高温(超过15000 K)、高压(超过1000 bar)和极快的加热和冷却速率(超过1012 K/s),这为条件苛刻的化学反应发生提供了条件,同时也有望提高3D打印的空间,时间分辨率。
直接声波3D打印原理
直接超声3D打印如下图1(a)所示,研究人员把固化剂、聚合物单体、其他填充材料(例如染色剂)混合在一起作为打印材料。由高强度聚焦超声换能器产生超声波,换能器产生的声波聚焦到打印材料内,并在焦点处产生空化,激活化学反应。化学活性区域的打印材料被固化,并将其沉积到平台上,或在先前已经固化的结构上。随后移动换能器,逐点,逐层扫描打印,最终得到三维固化样品。其发生过程如图1(b)所示。首先在超声焦点处的低压区域产生空化气泡并激活聚合树脂,然后瞬间迁移到高压区,直到到达平台或之前固化结构上。DSP工艺的输入参数会影响打印的微观结构。这些参数包括驱动换能器的脉冲信号特征(如功率、频率和占空比)、打印材料的配置(如单体与固化剂的混合比、混合物、粘度和表面张力)和换能器的扫描参数(如换能器的速度和加速度)。

图1. 直接超声3D打印示意图
对直接声波3D打印过程的观察
直接声波3D打印过程发生了什么呢?研究人员使用高速相机对聚焦超声换能器焦点区域发生的过程做了观察,具体实验设置如图2所示。在这里,研究人员把固化反应激活区域称之为UAMR区域)。图2a、b分别是装置的正面和侧面视图。PDMS包含在图2a,b中的腔室中。腔室与换能器的距离为恒定距离H。通过运动操纵器移动玻璃平台(沿y′轴,速度为v),并将其定位(距离腔室底部h)。如图2a、b所示,高速和数字单镜头反射(DSLR)相机都能捕捉到DSP过程。第一组测试是在h=30 mm和22 mm的静态平台(v=0)上进行的。之所以选择30 mm,是因为在该位置,平台位于换能器焦点区域。
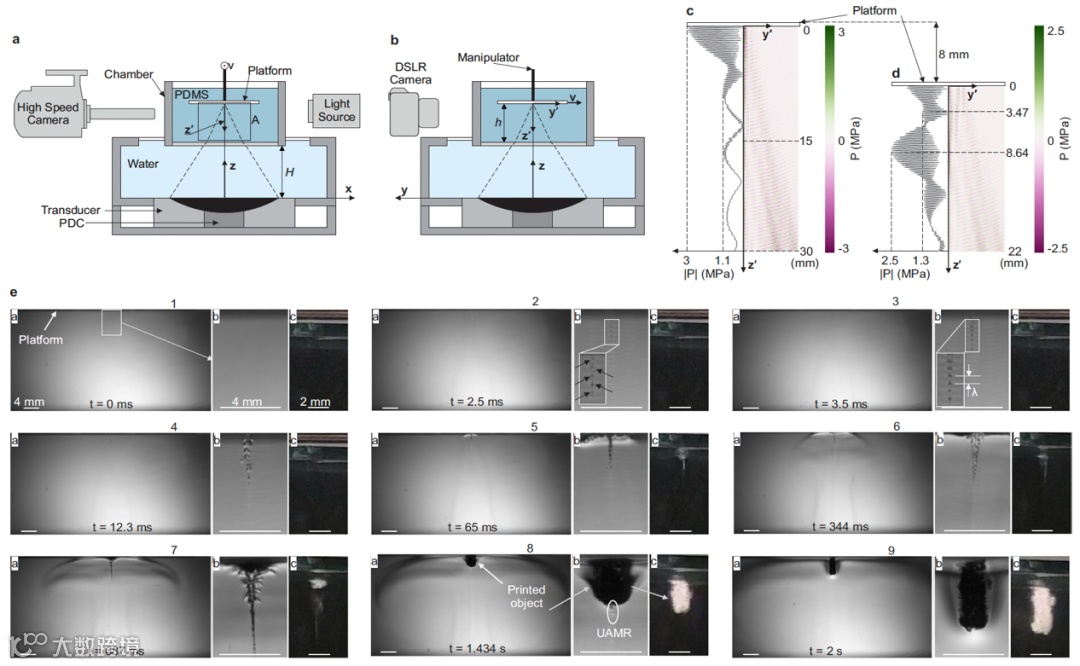
图2 观察直接声波3D打印过程
在h=30 mm的模拟线性声压模式如图2c所示,可在超声焦点所在的平台表面产生3 MPa的最大声压。在h=22 mm处,由于平台的声反射,最大声压将位于距离平台表面8.64 mm处。图2e显示了h=30 mm时在腔室中捕捉到的打印现象。图2e-1a显示了图2a所示区域A在t=0时的状态。图2e-1b是图2e-1a所示的放大区域。图2e-1a和2e-1c分别由高速摄像机和单反摄像机拍摄,并及时同步。如图2e-2b所示,在低压区大约2.5 ms时,空化气泡开始出现。由于树脂的声压变化和随后的密度变化,在高速图像中,低压和低密度区域显示较亮,而高压高密度区域显示较暗。气泡在低压区产生,然后瞬间迁移到高压区。连续低压区或高压区之间的距离为λ,如图2e-3b所示。λ=λ0/2,其中λ0是换能器驱动频率下的超声波波长。λ0=474 μm,适用于2.15 MHz的Sylgard-184介质。沉积区域在连续内渗的2 s期间增长,UAMR区域在图2e中清晰可见,并在图2e-8b中突出显示。
打印后的材料表征
1. 通过拉曼光谱(如图3a-d所示)对室温下正常固化和直接声波固化的样品在不同混合比例下的研究发现结果一致。这表明,DSP技术产生的材料与正常固化的PDMS相同。
2. 使用的PDMS系统是Sylgard-184,它是一个由两部分组成的系统。弹性体和固化剂分别含有端乙烯基硅氧烷和Si-H部分。交联发生在乙烯基和Si–H键之间。在固化过程中,乙烯基和硅烷(Si-H)的特征红外(IR)谱带强度降低;这些减少可作为固化进程或固化速率的指示。Si-H强度变化远大于乙烯基,这使得硅烷键强度更敏感地指示反应过程。通过测量了PDMS系统的红外光谱带(图3e,f)来分析反应发生程度。IR实验表明,DSP打印过程中的固化速度或固化剂消耗量与在40°C烘箱中放置一天的模塑件相似,尽管在其他条件下出现些微的下降。
3. DSP中XY打印分辨率取决于很多参数,其中超声频率起关键作用,频率越高,特征尺寸越小。如图3g所示,2.15 MHz的超声频率产生450 μm的线和500 μm的空间隙(由于实验中PDMS混合比为17:1,打印部分是透明的)。同样,可以用450 μm的线达到25 μm的间隙宽度,如图3h所示。当使用了2.4 MHz的超声频率,可以得到380 μm的较小线宽和75 μm的较大间隙宽度(图3i)。聚焦换能器的几何形状也会影响打印分辨率,因为焦点大小取决于它,一般焦距越小,打印点越小,分辨率越高。此外,研究人员还研究了打印过程中静水压力和温度的影响。
4. 通过调节PDMS基底和固化剂的混合比来打印透明和多孔(不透明)结构。在保持超声功率不变的情况下,混合比小于13:1时形成多孔结构,混合比大于13:1时形成透明结构。增加功率(大于30 W)往往会增加孔隙率,而利用较少的功率(小于30 W)有助于打印更透明的零件。通过UV-Vis光谱法对打印和模压3mm厚的墙壁(图3m)进行了透明度评估,比率为13:1、17:1和20:1。
5. DSP打印参数可能会影响打印部件的微观结构。频率越低,特征尺寸越大,孔径范围越大,频率越高,特征尺寸越小,孔径范围越窄。图3n,o显示了在2 MHz和3.1 MHz下,以10:1混合比打印零件横截面的孔径分布。还显示了与孔径分布相对应的样品扫描电子显微镜(SEM)照片。
6. 经典拉伸应力-应变测量,对直接声波打印材料的机械性能进行评估,并将其与具有不同比率的热固化材料进行比较(图3p,q)。由于其多孔结构,直接声波打印材料的断裂伸长率比热固化材料件小约15%。与热固化零件相比,13:1的比例会使气孔小于10:1,且断裂伸长率更接近。拉伸试验证明,比例为13:1的打印件的断裂伸长率比热固化件低约7%。17:1的直接声固化件和热固化件的应力-应变曲线即使在断裂处也很一致。


图3 打印后的材料表征
7. 直接声波打印Sylgard-184的生物相容性研究发现,通过打印件和热固化件中莱茵衣藻(绿藻)的细胞培养比较(如图3r, s)。连续追踪了7天的细胞计数发现两者一致这证明了DSP和热固化样品的生物相容性相同。
这篇文章详细介绍了直接声波3D打印方法(DSP)。
1. 所打印的多孔(海绵)PDMS具有广泛的应用,例如吸收剂和油水分离、柔性导体以及能量收集和储存设备。而透明PDMS的应用包括:芯片上实验室、芯片上组织和器官设备以及生物机,因为其生物相容性、透明度和气体渗透性。
2. 除Sylagrad-184外,研究发现可以用不同热固化塑料和弹性体(如DOWSIL)例如™ EE-1010,道希尔™ EE-3200,道希尔™ EI-1184,西尔加德™ 182和西尔加德™ 186。希望DSP能找到更多主要来自其他具有低热特性的热固化热固性塑料的候选材料,以确保适当的打印分辨率。
3. DSP的另一个独特之处是打印声能的穿透深度更大。在传统的基于光的增材制造技术中,光吸收和散射阻碍了打印能量在打印介质中的大量渗透,尤其是当材料不透明且充满散射粒子时。
4. 打印技术与可注射生物材料相结合用于体内打印的重要性在20年前就已被介绍。然而,由于当前使用热或光作为能源的打印方法的根本局限性,当今大多数尖端生物打印技术都需要开放式手术。DSP的特性使其能够在人体内部深处创造几十毫米的结构,引入了无创性身体深层打印的可能性。
5. 在另一个应用中,DSP可用于选择性地集成功能,如电气、光学、,如我们所示,由于UAMR的局部化学活性,纳米颗粒的同时合成和图案化导致局部和选择性图案化,并制造金纳米粒子-PDMS复合材料。
6. 打印部件的复杂性方面存在一些限制。使用图1a中的机制很难进行多材料打印,因为每次都应该用将要打印的新材料重新填充构建室。另一个困难是打印悬垂结构,因为打印点需要支撑。基于相同DSP概念的替代机制以及支持材料的使用可以帮助解决这些问题。

文章链接:
https://doi.org/10.1038/s41467-022-29395-1
免责声明:本文旨在传递更多科研资讯及分享,所有其他媒、网来源均注明出处,如涉及版权问题,请作者第一时间后台联系,我们将协调进行处理,所有来稿文责自负,两江仅作分享平台。转载请注明出处,如原创内容转载需授权,请联系下方微信号。
