


撰稿|由课题组供稿

近日,西安交通大学机械工程学院马富银教授和吴九汇教授课题组提出一种跨尺度宽带吸声超结构设计方法,借助亚毫米厚度薄壁结构间形成的介观狭缝产生的声学毛细效应,降低了结构中的声传播速度,使得下限截止频率向低频偏移。构建了集狭缝吸声原理、多孔吸声原理、F-P共振吸声原理和Helmholtz共振腔吸声原理等多重机理于一身的集成耦合宽带吸声超结构,通过宏观尺度共振原理保证低频宽带吸声性能,并借助介观尺度毛细效应保证了中高频带吸声性能,综合实现覆盖低、中、高频带的宽带吸声性能,吸声结构的厚度低至传统吸声尖劈的1/8.5,具有广泛的工程应用前景。
相关研究成果以“介观尺度狭缝-共振复合薄壁吸声超结构”(A thin-walled mesoscopic hybrid slit-resonator metamaterial absorber)为题,在线发表在《Thin-Walled Structures》[Thin-Walled Structures, 193, 111226, 2023]上。西安交通大学为第一作者单位和唯一通讯单位,马富银教授和刘崇锐助理教授为共同第一作者,马富银教授为共同通讯作者。
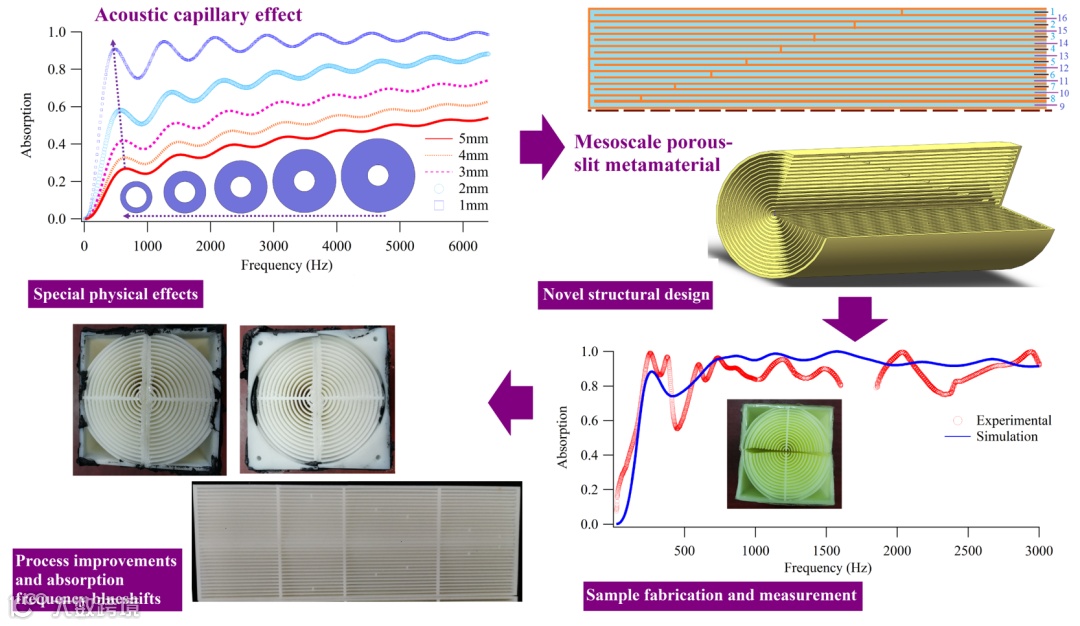
图1 介观尺度多机理集成宽带吸声超结构设计方法流程图。
近年来,随着城市化进程的加速,一方面,现代机械和电子产品的类型越来越多,集成化和小型化的程度也越来越高,噪声的类型越来越复杂,导致降噪的难度越来越大;另一方面,随着人们生活品质的提升,对环境和产品的静音要求也越来越高,导致降噪需求日渐迫切。在噪声衰减方法中,吸声是一种有效的方法,特别是对于封闭空间而言,可以有效降低混响。吸声材料或结构可以直接将声能转化为热能或弹性应变能而损耗掉,被广泛应用于各类厅堂和舱室等封闭或半封闭空间中进行声场控制。传统的吸声材料有纤维多孔材料、泡沫多孔吸声材料和微穿孔板吸声体等。然而,采用这些传统方案,只有厚度超过波长的1/4时,才能实现有效吸声。此外,纤维多孔材料虽然宽带吸声性能较好,但以玻璃棉纤维为代表的纤维多孔材料无法满足环保要求,且几乎所有纤维多孔材料都无法承受力学载荷。
由于传统吸声材料或结构只有达到一定厚度时,才能有效吸收低频声波,在很多应用中无法满足尺寸限制和轻量化要求。超结构的发展为具有亚波长厚度的低频吸声结构设计提供了新的可能,激发了吸声结构研究的热潮。与传统材料和结构相比,超结构的最大特点是可设计性强,物理性能往往比传统结构更加优异,且尺寸是亚波长的。这些优点使得其可以很好的克服传统吸声材料和结构的不足,在各类工程领域具有重要的应用价值。吸声超结构类型很多,常用的有Helmholtz共振腔结构、共振薄膜/薄板结构、F-P共振结构、迷宫结构、狭缝结构等,以及基于这些结构的组合或派生结构。其中,狭缝吸声结构通过狭缝内的空气与壁面之间的摩擦耗能,实现吸声效果,原理和多孔材料相似。大量研究表明,通过减小结构与声传播媒介之间的阻抗失配程度,即实现阻抗匹配,或降低声传播速度,均可以提高吸声结构的吸声性能。事实上,要实现宽带的阻抗匹配,主要还需要依赖于微观尺度的多孔结构。然而,附加多孔吸声材料的方案的适用范围会受到多孔材料本身的缺点限制,包括无法满足环保要求,与超材料吸声结构无法紧密稳定的结合,以及无法承受力学载荷等。
目前还没有报道吸声性能在整个低频-中频-高频带都非常优异的设计方案,也没有覆盖50Hz以上整个低频-中频-高频的大宽带吸声结构。虽然带背腔的共振薄膜结构可以有望以很薄的结构实现超低频吸声,但薄膜结构容易老化和破坏,且吸声频带无法覆盖到中高频范围。为此,本文通过综合利用多孔吸声结构、狭缝吸声结构和F-P共振吸声结构的优点,提出了一种多机理耦合跨尺度薄壁吸声超结构设计方法。通过在设计中引入嵌入式Helmholtz共振吸声体产生离散的低频吸声峰,并与多孔狭缝吸声结构进行协同耦合,进一步大幅降低了吸声下限频率。这种介观尺度薄壁吸声结构具有优异的低频宽带吸声特性,在众多工程领域都具有广泛的潜在应用价值。
考虑图2a所示不同宽度的狭缝通道,采用商业有限元分析软件COMSOL Multiphysics的压力声学模块计算这些结构的吸声系数,如图2b所示,200至800 Hz范围内的放大图如图2c所示。声波从图2a中左侧入射,分别在距离入射端150mm(表示管道中远离端侧的任意位置)和198mm(表示端侧附近的位置)的点P1和P2处采集局部速度。随着狭缝通道宽度的逐渐减小,吸声系数增大,而吸声峰值频率下降。尽管狭缝的长度保持不变,但随着宽度的增加,吸声峰值显著地向较低的频率移动。这种效应称为声学毛细管效应,其物理机制通过局部声速来阐明。如图2d和2e所示,在大多数频带中,声波在狭缝中的传播速度逐渐降低。因此,尽管结构的长度没有增加,但声波在通道中的传播时间延长了,这相当于增加了长度的效果,降低了吸声频率。较窄的狭缝宽度增加了声波在狭缝通道中的传播损耗,从而产生较高的吸声系数。

图2 (a)不同宽度狭缝通道的示意图;(b)模拟和理论计算得到的不同宽度狭缝通道的吸声系数,以及(c)在200至800Hz范围内的放大视图,红点箭头表示峰值频率和吸声系数的偏移趋势;在距离入射端(d)150mm和(e)198mm位置处的归一化局部速度。
由于本文使用狭缝的尺寸接近毛细管的尺寸,因此表现出声学毛细管效应,其中吸声频率随着狭缝宽度的减小而减小,吸声系数随着狭缝宽度的减小而增大。传统多孔材料中已经考虑了声学毛细管效应,也表现出如图所示的趋势,但在多孔材料中很难准确考虑毛细管的长度。除了多孔材料的特性外,本文设计的结构还利用了F-P共振单元的特性,该共振单元的声学性能取决于通道深度,属于多机理集成设计。显然,这种声毛细效应是由介观尺度粘性热行为引起的一种特殊物理行为(满足通道内完全边界层条件),但与传统宏观尺度结构所表现出的效应有一些不同。在宏观结构中,粘性热损失通常可以看作是声阻尼,随着阻尼的增加,波峰和波谷的频率将向更高的频率移动。然而,尽管粘性热效应在这里随着狭缝宽度的减小而增加,但由于整个通道中的空气处于边界层区域,声速减小,导致吸声峰值的频率仍然向较低的频率偏移。这种效应与声学理论中的毛细管效应是一致的。
本文利用声学毛细管效应设计了一种频率更低、带宽更宽、厚度超薄的吸声结构,如图3a所示,橙色部分表示薄壁分隔结构,蓝灰色部分表示空气通道。吸声体由16个具有梯度等效长度的狭缝通道组成,其中第一通道的深度最小,其余通道的深度随着梯度逐渐增加。理论上,每个狭缝通道都可以被视为一个特殊的F-P共振单元,这些单元的数量如图3a所示。尽管这些通道在三维上属于圆形狭缝,与经典的F-P共振结构不同,但仍有一些相似的性质。因此,可以参考F-P共振单元的原理来理解这种吸声结构的工作机理。

图3 介观尺度狭缝吸声超结构示意图,(a)二维轴对称视图和(b)三维视图。
通过有限元软件计算了吸声超结构的吸声系数(图4b中S1),为了进行比较,还设计了具有相同总厚度但没有折叠通道的对照组(图4b中S0)。从图中可以看出,对照组(S0)在大约400Hz、1200Hz、2000Hz、2800Hz、3600Hz、4400Hz和5200Hz处产生吸收峰值。这些高阶峰值的频率对应于第一峰值频率的第3、第5、第7、第9、第11和第13倍频,还在第1阶吸声峰的偶数倍频处产生吸声低谷。这种吸收特征与F-P共振单元的特性一致。此外,对照组的吸声系数波动明显,尤其是在低频范围内,800Hz时的值仅为0.65。随着频率的增加,波动减小,吸声系数逐渐增大,符合吸声结构低频段损耗低、高频段损耗大的特点。尽管这种结构的吸收系数在低频时表现出明显低谷,但平均吸声系数高于0.8,这比经典的F-P共振结构要高得多。主要原因是这种吸声结构同时也是一种狭缝型结构,并且具有多孔材料的高孔隙率(约67%)的特性,确保了比传统的F-P共振结构更好的耗能效果。

图4 (a)直缝通道吸声结构(S0)和折叠狭缝通道吸声结构(S1)的吸声系数计算结果;(b) A、B、C和D点处的声压分布。
与S0相比,有效下限吸声频率(定义为吸声系数首次达到0.8的频率)从大约320Hz降低到大约220Hz,提高了低频吸声性能。在整个频带中,吸声系数波动显著减小,而最低值也达到0.74,大大提高了宽带吸声性能。特别是在800Hz以上的中频和高频范围内,吸声系数几乎没有波动,并保持恒定在约0.95。以往的很多工作中主要通过添加多孔材料吸声层来消除吸声曲线的波动。然而,本文设计的吸声结构属于高孔隙率结构,不需要引入额外的组件。

图5 (a)采用普通光敏树脂材料和传统3D打印工艺加工的吸声超结构样品组件;(b)测量和有限元仿真计算得到的吸声系数对比,插图显示了样品声入射侧的照片。
选择普通光敏树脂材料通过3D打印技术制备吸声样品,由于该结构包含折叠通道,整体成型会在通道中产生液体残留物,因此分为两部分进行打印,样品组件如图5a所示,可以看出通道壁的变形相对较大。这是因为壁太薄(厚度为0.5mm),且常规光敏树脂的耐高温性较差,这将在固化过程中由于热应力而导致严重的结构变形。通过双面胶带将两部分结合在一起,获得了吸声样品,声入射侧的照片如图5b中的插图所示。由于薄壁结构的大变形,样品的两个部分之间有很大的间隙,无法很好地组装在一起。为了减少变形,在结构的边界和中间增加了一些厚度为1mm的加强筋。测量和有限元仿真计算得到的吸声系数如图5b所示,通过对比可以看出测量结果的有效下限吸声频率降低至200Hz。在200-400Hz的低频范围内,吸声性能明显优于模拟结果,在260Hz时吸声系数超过0.99。由于实际结构变形过大,与设计模型之间存在较大的参数偏差,导致实测吸声性能与有限元仿真结果有较大偏差。但总体而言,图5b中的结果可以充分证明该结构具有优异的宽带吸声性能。
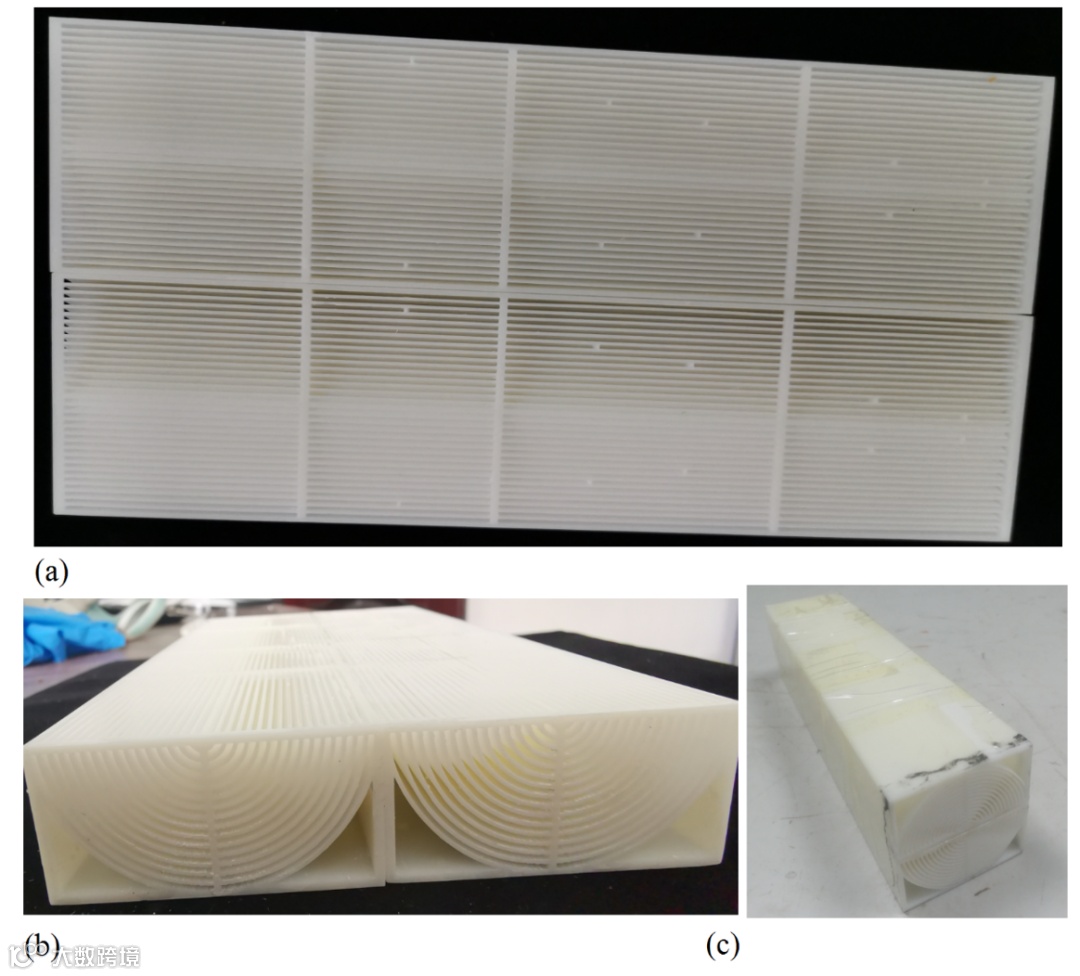
图6 采用含陶瓷材料和改进的打印工艺加工得到的吸声超结构样品照片,(a)正视图,(b)斜视图,以及(c)整体组装样品。
由于结构变形过大且不规则,无法保证声学性能的可重复性和制造的一致性。为此,为了提高加工精度,需要改进样品加工工艺。在尝试了大量现有的3D打印解决方案和设备后,表明对于这种具有超薄大尺寸壁面的结构,很难制备出变形较小的高精度样品。为此,我们尝试选择特殊材料并开发新的制备工艺来提高加工精度。在材料方面,使用了一种名为Somos®PerFORM的新型含陶瓷光敏材料。这种材料中的陶瓷比例高达40%或更高,可以大大提高耐高温和抗热应力性能,减少热应力和变形。除了优异的耐高温性(可承受超过260°C的高温)外,其强度远高于一般树脂,具有优异的承载能力。此外,为了获得更好的耐温特性,引入了持续4小时以上的预热-保温-冷却循环热处理来增强样品。这种特殊的热处理将促进材料的分子结构充分进行网络交联(一般光敏树脂材料的分子大多以链的形式结合),并使内部无机组分在分子水平上更加稳定,从而使制造的结构具有更好的力学性能。此外,在两部分之间的接合面上增加了三个加强筋,以进一步减小结构变形。通过这种集成的材料工艺结构优化设计,成功制备了变形最小的高精度样品,如图6a和6b所示。显然,实际结构与设计模型一致,没有明显变形。结构的两个部分通过双面胶带粘合,组装得到测量样品,如图6c所示。从图7a所示声入射侧的照片可以看出,样品的两个部分可以很好地结合在一起,没有明显的间隙。

图7 孔径3mm的单孔、双孔吸声结构及其吸声性能测量结果。
同样,通过自制方形阻抗管测量了样品的吸声系数,如图7d所示。为了适应方形阻抗管的布置,整个样品是长方体结构,而设计的多狭缝部分是圆柱形的,从而在每个角落形成了空腔。为了充分利用这些空腔,采用同济大学李勇教授等提出的内插管共振腔设计方法,在每个空腔中插入具有梯度长度的细管,形成四个吸声峰值频率具有梯度的嵌入式吸声单元。通过Helmholtz共振单元和狭缝结构之间的并联型协同耦合,有望将吸声频带扩展到更低的频率范围。这种新型吸声结构如图7b所示,嵌入式管和盖板如图7c所示。在声入射侧设置盖板,将原始吸声结构四角的空腔密封,形成Helmholtz共振单元。这种集成结构的吸声系数如图7d中的蓝框曲线所示。与改进工艺前的结果(图7d中的WO-C)相比,改进工艺后的结构吸声曲线波动明显增加,在约670 Hz时,四角没有嵌入Helmholtz共振单元的结构的吸声系数降至0.51。该结构的有效下限吸声频率为280Hz,第1阶峰值频率约为350Hz,高于原结构的相应频率。此外,在200Hz以上的频率范围内,平均吸声系数仅为0.75左右。这表明,尽管样品的加工精度大大提高,但吸声性能反而降低。主要原因在于,新材料的刚度和密度大大提高,与空气的阻抗匹配性能降低,反射增加。这也意味着,对于吸声结构而言,高加工精度并不是实现优异吸声性能的必要条件。相反,在结构中引入一些不规则的结构特征往往可以在一定程度上提高声学性能。通过对比四角添加共振单元和未添加共振单元的两组测量结果,可以看出,在添加嵌入式共振单元后,第一个峰值的频率降低至约50Hz,吸声系数接近0.8。在约270Hz处获得了振幅高达0.998的近乎完美的吸收峰。在50Hz以上的整个频率范围内,平均吸声系数达到约0.8,并且最小值增加到约0.6。与不增加嵌入式共振单元的结构相比,有效下限吸声频率降低到原来的1/5,平均吸收系数也得到了有效的提高。相信随着加工技术的发展和结构设计的进一步优化,吸收系数可以进一步提高。
该工作开发了一种通过材料-结构-工艺-性能一体化设计提升声学性能的介观尺度吸声超结构,具有低厚度和宽带吸声性能。在结构设计上,该吸声结构综合利用了多孔材料、狭缝式吸声体、F-P共振单元和嵌入式Helmholtz共振单元的优点,展现出优异的宽带吸声能力。在材料和工艺方面,为了实现超薄大尺寸壳体结构的高精度加工,采用了含有陶瓷的复合光敏材料和相应的3D打印工艺,提出了配合热处理的制造工艺。本文在以下几个方面取得了突破:1)宽带吸声结构的厚度降低到最低吸收波长的1/39,仅为传统消声室所用吸声尖劈的1/10左右。2)多种低频和宽带吸声设计方法的优点高度融合,实现了兼具低频率和大带宽的优异吸声能力。3)高度集成了狭缝型吸声机制、F-P共振吸声机制、多孔材料吸声机制和Helmholtz共振吸声机制。4)引入了一种含有陶瓷的复合光敏树脂材料和热处理工艺,以实现大尺寸超薄结构和高孔隙率多孔吸声结构的高精度制备。5)所制备的吸声结构能够承受高温,为高温条件下的吸声设计提供了解决方案。
尽管这种薄壁介观吸声超结构表现出优异的性能,但仍有许多可改进的挑战。首先,尽管结构的厚度比传统方案低,但由于使用了高密度基底材料,面密度仍然很高,可以进一步降低。考虑到在这种设计中,壁面只需要有一定的刚度,而不是密度。因此,如果可以使用具有高刚度和低密度的材料进行制备,或者如果它们是通过对具有低厚度和高刚度的薄片进行卷曲和折叠而形成的,则可以显著降低表面密度。此外,测量结果显示出大的振幅波动,需要进一步减少这种波动的方法。根据这种结构的工作原理,减少吸声波动的一种方法是减少结构与空气之间的阻抗差,这可以通过降低结构的面密度来实现。另一种方法是增加结构的孔隙率,使用较薄的壁可以显著增加孔隙率。例如,使用厚度为0.2mm的硬质PET薄板卷曲成这种结构。此外,尽管本文实际制作的样品的吸声性能比设计效果差,但相信通过结构设计和制备工艺的不断改进,可以逐步得到克服。
该工作得到了国家自然科学基金资助项目(No. 52250287, No. 52105120)的支持。

论文链接:
https://onlinelibrary.wiley.com/doi/10.1002/smtd.202300569
