

来源:云尚智造


图1. TE 薄膜的 3D 共形 Aerosol Jet(气溶胶喷射)打印气溶胶喷射打印和强脉冲光烧结:a)Bi2Te2.7Se0.3 纳米板的 TEM 和 HRTEM 。b) 合成墨水的图像,具有高稳定性,可打印数月。c)Aerosol Jet(气溶胶喷射)3D 打印机沉积头。d)强脉冲光烧结过程示意图,插入烧结前后薄膜的 SEM 图像,比例尺为 500 nm。e)具有设计图案的打印薄膜打印在各种 2D 和 3D 基板上。

图2: a)电导率 σ、塞贝克系数 S 和 b)功率因数(PF)是在 5.1 kW cm−2的优化功率密度、1.5 ms的脉冲持续时间和 1000 和 362 ms的两种不同脉冲延迟时间下烧结的样品的脉冲数量的函数。
表1. 柔性 n 型 TE 材料室温 TE 性能的比较。
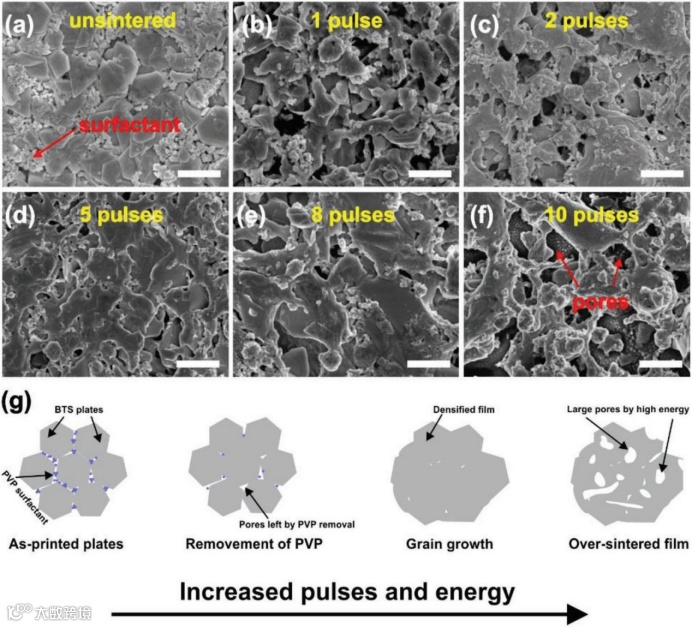
图3. a)未烧结样品和 b–f)烧结 Bi2Te2.7Se0.3 样品在 5.1 kW cm−2功率密度、1.5 ms脉冲持续时间和 362 ms脉冲延迟时间(1、2、5、8和10个脉冲)下的 SEM 图像。比例尺为 1 µm。g) 脉冲烧结微观结构演变示意图。
表2. 在 5.1 kW cm−2功率密度、1.5 ms脉冲持续时间和 362 ms脉冲延迟时间下,不同脉冲数的光子烧结膜的室温 TE 和载流子输运特性,包括塞贝克系数(S)、电导率(σ)、载流子迁移率(µ)、载流子浓度(n)和功率因数(PF)。能量 J 是在烧结过程中入射到打印膜表面上的能量的总量。


图4. 聚酰亚胺上光子烧结 Bi2Te2.7Se0.3 薄膜的机械性能 a)增加弯曲次数的弯曲试验,b)基于不同半径的弯曲试验。R0 和 R 分别是弯曲之前和之后的电阻。
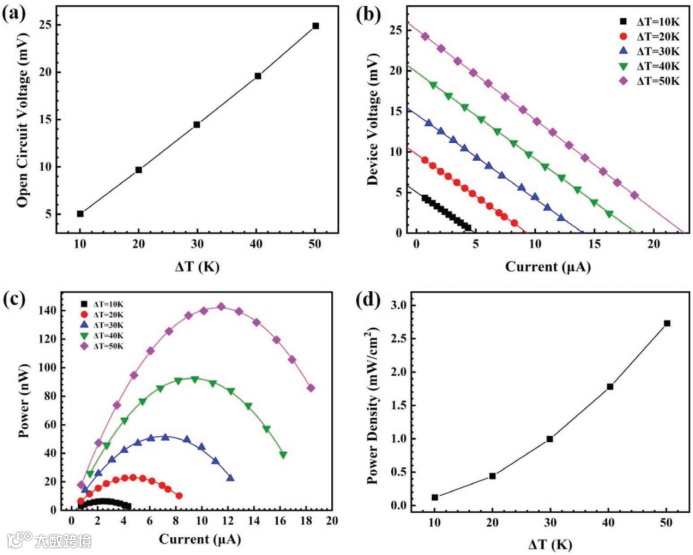
图5. 使用 Aerosol Jet 打印 Bi2Te2.7Se0.3 薄膜制造的柔性TE器件的性能:a)开路电压与温差(ΔT),b)器件工作电压与在不同 ΔT 下测试的电流,c)功率输出与在不同 △T 下的电流,d)在不同 ΔT 下测试的电功率密度。
Bi2Te2.7Se0.3 墨水的制备和 Aerosol Jet 3D 打印:将 Bi2Te2.7Se0.3 纳米板分散在溶液中以形成稳定的墨水,从而进行气溶胶喷射打印。墨水组合物被优化以实现最佳的膜沉积和所有打印的TE器件。Bi2Te2.7Se0.3 墨水的溶剂是 EG、甘油和乙醇的混合物,其优化组成为 EG:甘油:乙醇 35:5:60 wt%。之后,加入重量比为15%的 Bi2Te2.7Se0.3 颗粒,然后在室温下进行强探针超声处理(20分钟)和浴超声处理(30分钟)。采用高分辨率(最小 10 µm特征尺寸)气溶胶喷射打印来打印精确的图案,打印速度为 1 至 6 mm s−1。该打印机采用计算机辅助设计软件(AutoCAD)进行数字编程,用于图案形成,增强了所有打印TE设备的设计和制造灵活性。
Bi2Te2.7Se0.3 薄膜的光子烧结:使用具有 107 mm氙螺旋灯的 Sintron 2100(Xenon Corp.,USA)进行光子烧结。S-2100 被配置为在周围环境中进行烧结,最大脉冲持续时间为 3 ms。S-2100 产生的脉冲能量范围为 30 至 2850 J,最大脉冲能量为 950 J ms−1。
原文链接:
https://onlinelibrary.wiley.com/doi/abs/10.1002/adfm.201901930
免责声明:本文旨在传递更多科研资讯及分享,所有其他媒、网来源均注明出处,如涉及版权问题,请作者第一时间后台联系,我们将协调进行处理,所有来稿文责自负,两江仅作分享平台。转载请注明出处,如原创内容转载需授权,请联系下方微信号。
