
熔合线是指焊接接头横截面宏观腐蚀所显示的焊缝轮廓线。它是焊缝金属与母材的分界线。实际的焊缝边界应当是半熔化区与完全熔化的焊缝区的边界。但在许多情况下,利用浸蚀的粗视磨片与观察到的熔合线与实际的焊缝边界往往并不一致,观察到的是表观熔合线。实际熔合线是在位于表观熔合线之外的地方。熔合线附近的区域存在着显著的物理一化学不均匀性,无论是性能的变化或产生缺陷的敏感性,都有其特点,它是金属焊接性优劣的影响因素之一。
熔合线是HFW焊接时,成型对接状态、热量输入程度及挤压排除能力等工艺过程的综合结果,对焊接质量至关重要。焊缝是母材金属熔融、冷却再结晶后形成的,其组织及性能强化机理发生了变化。因此,焊缝熔合线的辨识和控制对最终产品质量起到决定性作用。
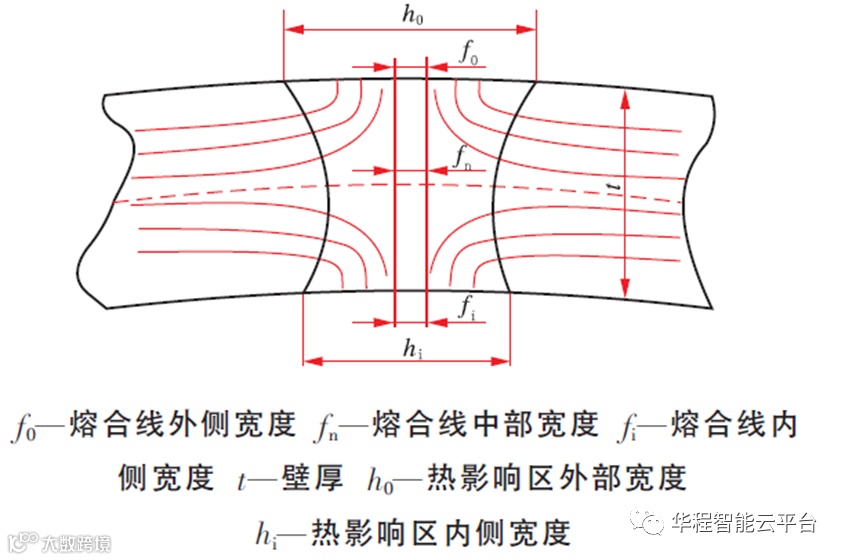
为了便于对熔合线进行识别和控制,较为快捷直观的方法是对焊缝区形貌进行观察与测量,即分别测量焊管壁厚内侧、外侧及中心部位亮线的宽度。也就是直接测量焊管壁厚t内、外表面1.0 mm 位置及壁厚1/2位置亮线的宽度值,测量过程如图所示。
对HFW焊管焊缝熔合线尺寸的测量与控制,不仅可以为焊接过程的工艺参数设定提供参考, 也有利于提升焊管产品的焊接质量,确保焊管产品的性能。研究表明,HFW焊缝熔合线宽度随管线钢含C量下降而减小,合理稳定的熔合线宽度有利于预防加热不充分导致的不良焊接,也利于氧化物正常的排出,从而保证HFW焊管的焊接质量。