
脱碳定义
脱碳是指钢的含碳量减少的现象称为脱碳。钢的加热温度过高或在高温下停留时间过长时易发生脱碳。有时还伴有严重的表面氧化。出现全脱碳层时组织中已无珠光体存在。仅有部分脱碳层时还保留一部分珠光体。碳钢及低合金钢在临氢高温状态下氢使钢中的Fe3C还原生成甲烷,也使参光体脱碳,亦称氢腐蚀。脱碳后的钢材强度下降并软化。
脱碳过程
decarbonization一种净化气体的过程,指脱除混合气体中的二氧化碳,主要见于合成氨生产原料气或煤气的处理。脱除原料气中二氧化碳的方法,分为3类。
(1)物理吸收法最早采用加压水脱除二氧化碳,经过减压将水再生。此法设备简单,但脱除二氧化碳净化度差,出口二氧化碳一般在2%(体积)以下,动力消耗也高。近20年来开发有甲醇洗涤法、碳酸丙烯酯法、聚乙二醇二甲醚法等,与加压水脱碳法相比,它们具有净化度高、能耗低、回收二氧化碳纯度高等优点,而且还可选择性地脱除硫化氢,是工业上广泛采用的脱碳方法。
(2)化学吸收法具有吸收效果好、再生容易,同时还能脱硫化氢等优点。主要方法有乙醇胺法和催化热钾碱法。后者脱碳反应式为:
K2CO3+CO2+H2O=2KHCO3
为提高二氧化碳的吸收和再生速度,可在碳酸钾溶液中添加某些无机或有机物作活化剂,并加入缓蚀剂以降低溶液对设备的腐蚀。其中工业上广泛应用的方法(表中)有多种。
| 方法名称 |
活化剂 | 缓蚀剂 |
| 改良砷碱法(溶液有毒) | 三氧化二砷 | 三氧化二砷 |
| 氨基乙酸法 | 氨基乙酸 | 五氧化二钒 |
| 改良热碱法 | 二乙醇胺 | 五氧化二钒 |
| 催化热碱法 | 二乙醇胺—硼酸 | 五氧化二钒 |
此外,还有氨水吸收法。在碳酸化法合成氨流程中,采用氨水脱除变换气中的二氧化碳,同时又将氨水加工成碳酸氢铵。
(3)物理—化学吸收法以乙醇胺和二氧化四氢噻吩(又称环丁砜)的混合溶液作吸收剂,称环丁砜法。因乙醇胺是化学吸收剂,二氧化四氢噻吩是物理吸收剂,故此法为物理与化学效果相结合的脱碳方法。
其化学方程式如下;
2Fe3C+O2=6Fe+2CO
Fe3C+2H2=3Fe+CH4
Fe3C+H2O=3Fe+CO+H2
Fe3C+CO2=3Fe+2CO
这些反应是可逆的,即氢、氧和二氧化碳使钢脱碳,而甲烷和一氧化碳则使钢增碳。
脱碳是扩散作用的结果,脱碳时一方面是氧向钢内扩散;另一方面钢中的碳向外扩散。从最后的结果看,脱碳层只在脱碳速度超过氧化速度时才能形成。当氧化速度很大时,可以不发生明显的脱碳现象,即脱碳层产生后铁即被氧化而成氧化铁皮。因此,在氧化作用相对较弱的气氛中,可以形成较深的脱碳层。
变压器硅钢片要求含碳量尽量低,除在冶炼上应加以控制外,在锻轧加热时还应利用脱碳现象,使碳含量进一步下降,从而获得容易磁化的性能。但对大多数钢来说,脱碳会使其性能变坏,故均视为缺陷。特别是高碳工具钢、轴承钢、高速钢及弹簧钢,脱碳更是一种严重的缺陷。
脱碳层的组织特征:脱碳层由于碳被氧化,反映在化学成分上其含碳量较正常组织低;反映在金相组织上其渗碳体(Fe3C)的数量较正常组织少;反映在力学性能上其强度或硬度较正常组织低。
钢的脱碳层包括全脱碳层和部分脱碳层(过渡层)两部分。部分脱碳层是指在全脱碳层之后到钢含碳量正常的组织处。在脱碳不严重的情况下,有时仅看到部分脱碳层而没有全脱碳层。
关于脱碳层深度可根据脱碳成分、组织及性能的变化,采用多种方法测定。例如逐层取样化学分析钢的含碳量,观察钢的表面到心部的金相组织变化,测定钢的表层到心部的显微硬度变化等等。实际生产中以金相法测定钢的脱碳层最为普遍。
影响分析
1.对锻造和热处理等工艺性能的影响
1)2Cr13不锈钢加热温度过高,保温时间过长时,能促使高温δ铁素体在表面过早的形成,使锻件表面的塑性大大降低,模锻时容易开裂。
2)奥氏体锰钢脱碳后,表层将得不到均匀的奥氏体组织。这不仅使冷变形时的强化达不到要求,而且影响耐磨性,还可能由于变形不均匀产生裂纹。
3)钢的表面脱碳以后,由于表层与心部的组织不同和线膨胀系数不同,因此淬火时所发生的不同组织转变及体积变化将引起很大的内应力,同时表层经脱碳后强度下降,甚至在淬火过程中有时使零件表面产生裂纹。
2.对零件性能的影响
对于需要淬火的钢,脱碳使其表层的含碳量降低,淬火后不能发生马氏体转变,或转变不完全,结果得不到所要求的硬度。
轴承钢表面脱碳后会造成淬火软点,使用时易发生接触疲劳损坏;高速工具钢表面脱碳会使红硬性下降。
由于脱碳使钢的疲劳强度降低,导致零件在使用中过早地发生疲劳损坏。
零件上不加工的部分(黑皮部分)脱碳层全部保留在零件上,这将使性能下降。而零件的加工面上脱碳层的深度如在机械加工余量范围内,可以在加工时切削掉;但如超过加工余量范围,脱碳层将部分保留下来,使性能下降。有时因为锻造工艺不当,脱碳层局部堆积,机械加工时将不能完全去掉而保留在零件上,引起性能不均,严重时造成零件报废。
影响因素
影响钢脱碳的因素有钢料的化学成分,加热温度,保温时间和煤气成分等。
1、钢料的化学成分对脱碳的影响
钢料的化学成分对脱碳有很大影响。钢中含碳量愈高脱碳倾向愈大W、Al、Si、Co等元素都使钢脱碳倾向增加;而 Cr、Mn等元素能阻止钢脱碳。
2、加热温度的影响
随着加热温度的提高,脱碳层的深度不断增加。一般低于1000℃时,钢表面的氧化皮阻碍碳的扩散,脱碳比氧化慢,但随着温度升高,一方面氧化皮形成速度增加;另一方面氧化皮下碳的扩散速度也加快,此时氧化皮失去保护能力,达到某一温度后脱碳反而比氧化快。
3、保温时间和加热次数的影响
加热时间越长,加热火次愈多,脱碳层愈深,但脱碳层并不与时间成正比增加。例如高速钢的脱碳层在1000℃加热0.5h,深度达0.4mm;加热4h达1.0mm;加热12h后达1.2mm。
4、炉内气氛对脱碳的影响
在加热过程中,由于燃料成分,燃烧条件及温度不同,使燃烧产物中含有不同的气体,因而构成不同的炉内气氛,有氧化性的也有还原性的。他们对钢的作用是不同的。氧化性气氛引起钢的氧化与脱碳,其中脱碳能力最强的介质是H2O(汽),其次是CO2与O2,最后是H2;而有些气氛则使钢增碳,如 CO和 CH4。炉内空气过剩系数α大小对脱碳也有重要的影响:当α过小时、燃烧产物中出现H2,在潮湿的氢气内的脱碳速度随着含水量的增加而增大。因此,在煤气无氧化加热炉中加热,当炉气中含H2O较多时,也要引起脱碳;当α过大时,由于形成的氧化皮多,阻碍着碳的扩散,故可减小脱碳层的深度。在中性介质中加热时,可使脱碳最少。
预防对策
防止脱碳的对策主要有以下几方面:
1)工件加热时,尽可能地降低加热温度及在高温下的停留时间;合理地选择加热速度以缩短加热的总时间;
2)造成及控制适当的加热气氛,使呈现中性或采用保护性气体加热,为此可采用特殊发计的加热炉(在脱氧良好的盐浴炉中加热,要比普通箱式炉中加热的脱碳倾向为小);
3)热压力加工过程中,如果因为一些偶然因素使生产中断,应降低炉温以待生产恢复,如停顿时间很长,则应将坯料从炉内取出或随炉降温;
4)进行冷变形时尽可能地减少中间退火的次数及降低中间退火的温度,或者用软化回火代替高温退火。进行中间退火或软化回火时,加热应在保护介质中进行;
5)高温加热时,钢的表面利用覆盖物及涂料保护以防止氧化和脱碳;
6)正确的操作及增大工件的加工余量,以使脱碳层在加工时能完全去掉。
脱碳层
脱碳层(decarbonized zone)是指含碳耐火材料在高温使用中,表层受氧化性介质侵蚀,碳被氧化后形成的层带。脱碳层的气孔率比原砖显著增大,故强度降低。
含碳耐火材料经熔渣侵蚀后,工作面常附有一层渣层,其成分主要由熔渣与被熔渣溶蚀或冲蚀下来的耐火材料构成。紧接着附渣层的是熔渣与脱碳后的耐火材料相互作用而形成的反应层在反应层内,相互作用生成的液相形成了连续签质,耐火材料的晶粒或颗粒一般多呈蚀损状态并被这些基质所包围。反应层与原砖之间则为脱碳层。脱碳层一般都较薄,反应层则较厚些。
钢的脱碳层深度测定
脱碳包含部分脱碳(图1)、完全脱碳(图2)。完全脱碳指钢样表层碳含量水平低于碳在铁素体中最大溶解度(只在铁素体中存在)。
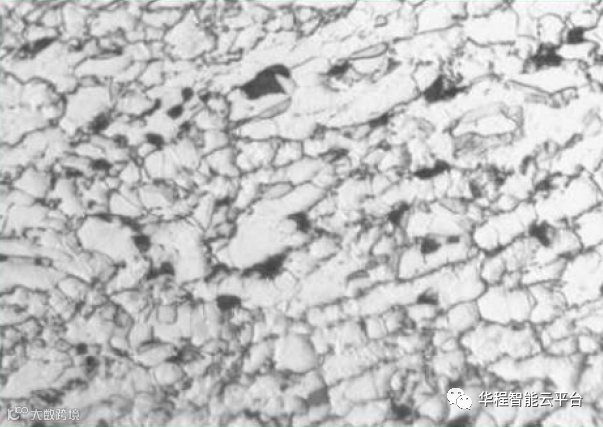
图1 部分脱碳

图2 完全脱碳
有效脱碳层深度:从产品表面到规定的碳含量或硬度水平的点的距离,规定的碳含量或硬度水平以不因脱碳而影响使用性能为准(如产品标准中规定的碳含量最小值)。
总脱碳层深度:从产品表面到碳含量等于基体碳含量的那一点距离,等于部分脱碳层和完全脱碳层之和。
铁素体脱碳层深度:表面完全脱碳层的深度。(由显微组织检验确定)测定方法。
通常采用金相法、硬度法、化学法或光谱分析法。试样在供货状态下检验,不需要进一步热处理。如经有关各方商定,则要从多方面注意防止碳的分布状态和质量分数的变化。如:采用小试样、短的奥氏体化时间,中性的保护气氛。
1、金相法
此方法是在光学显微镜下观察试样从表面到基体随着碳含量的变化而产生的组织变化。此方法适用于具有退火或正火(铁素体-珠光体)组织的钢种,也可有条件的用于那些硬化、回火、轧制或锻造状态的产品。
1)试样的选取和制备:
选取的试样检验面应垂直于产品纵轴,如产品无纵轴,试样检验面的选取应由有关各方商定。小试样(如公称直径不大于25mm的圆钢或边长不大于20mm的方钢)要检测整个周边。对大试样(如公称直径大于25mm的圆钢或边长大于20mm的方钢),为保证取样的代表性,可截取试样同一截面的一个或几个部位,只要保证总检测周长不小于35mm即可。但不要选取多边形产品的棱角处或脱碳极深的点。---试样一般按金相法进行研磨抛光,但试样边缘不允许有倒圆、卷边,为此试样可以镶嵌或加持固定。可参考《金相试样磨抛方法》。通常用1.5%-4%的硝酸酒精溶液或2%-5%的苦味酸酒精溶液浸蚀可显示钢的组织。
2)总脱碳层的测定:
一般来说,观测到的组织差别,在亚共析钢中是以铁素体与其他组织组成物的相对量的变化来区别的;在共析钢中是以碳化物含量相对基体的变化来区分的。对于硬化组织或者淬火回火组织,当碳含量变化引起组织显著变化时,亦可用该方法进行测量。借助于侧为目镜,或利用金相图像分析系统观察和定量测量从表面到其组织和基体组织已无区别的那一点距离。放大倍数的选择取决于脱碳层深度。如果需方没有特殊规定,由检测者选择。建议使用能观测到整个脱碳层的最大倍数。一般采用100倍。当过度层和基体较难分辨时,可用更高放大倍数进行观察,确定界限。
先在低放大倍数下进行初步观测,保证四周脱碳变化在进一步检测时都可发现,查明最深均匀脱碳区。脱碳层最深的点由试样表面的初步检测确定,不受表面缺陷和角效应的影响。对每一试样,在最深的均匀脱碳区的一个显微镜视场内,应随机进行几次测量(至少需五次),取平均值作为总脱碳层深度。轴承钢、工具钢、弹簧钢测量最深最深处的总脱碳层深度。如果产品标准或技术协议没有特殊规定,在测量时试样中脱碳层极深的那些点要排除掉(但在试验记录中应注明缺陷)。
3)完全脱碳层的测定:
(同上)有效脱碳层的测定:(同上,判定由产品标准或各方协议确定。)
2、硬度法
1)显微硬度测量法:
此方法是测量在试样横截面上沿垂直于表面方向上的显微硬度值的分布梯度(从试样表面垂直的一条或多条平行线上测定维氏硬度。每两相邻压痕中心的距离应不小于压痕对角线的2.5倍,按直线方式进行逐点打压测试)。这种方法只适用于脱碳层相当深但和淬火区厚度相比却又很小的亚共析钢、共析钢和过共析钢,这样脱碳层完全在硬化区,避免淬火不完全引起的硬度波动。这种方法对低碳钢不准确。
2)试样的制备:
与上金相法相同,但试样的浸蚀与否,以准确测定压痕为准,并应小心防止过热。
3)测定:
试验力一般选择(50-500克之间)。两相邻压痕间的距离应为压痕对角线长度的2.5倍。脱碳层深度规定为:从表面到已达到所要求硬度值的那一点的距离(要把测量的分散性估算在内)。原则上,至少要在相互距离尽可能远的位置进行两组测定,取其平均值做为脱碳层深度。
4)脱碳层深度测量界限:
a、由试样边缘测至产品标准或技术协议规定的硬度值处。
b、由试样边缘测至硬度值平稳处。
c、由试样边缘测至硬度值平稳出的某一百分数