
【新朋友】点击标题下面蓝色字“华印印刷”关注。
【老朋友】点击右上角,转发或分享本页面内容。
【名家专栏】是我们华印印刷与华印金牌讲师吕勇兵老师新增设的栏目,吕老师在印刷行业有18年的从业经历,具有丰富的实战技能和管理方法。名家专栏旨在架起名师与您之间的沟通桥梁,帮助印刷行业提供解决方案,提高生产效率、产品质量和成本控制。如您尚未关注我们,请点击标题下方“华印印刷”关注我们。如您已是我们的粉丝,请速速分享给朋友吧。
接上期内容,上期我们讲了水箱中润版液正确配比以及温度的控制,不知对各位看官是否有借鉴作用,如有什么不明白的地方,或有相关其他问题欢迎来电联系,我们会详细为您解答。本期将会对如何正确调整水辊间的压痕作一些分析,希望对大家有帮助。
实践分析:水辊正确调整对印品的质量有着非常重要的作用。它对传递水膜起着重要作用。调整水辊按照一平、二滚压与挤压的关系、三控制水辊跳动量达到最小、四按顺序调整、五水辊可控制性。
一、平
水辊的压痕要保持均匀一致。(但是由于长期使用水辊要保持压痕一致,是很难做到的,在这里指主要是靠版水辊,它使用一段后,一般情况下会造成靠版水辊两边细而中间粗现象所以调整时按照两边的压痕调整)(图2)。

图2靠版水辊示意图
二、滚压与挤压的关系
水辊中的调节压痕有的是挤压(挤压状态水辊可控制),有的是滚压(滚压状态有时水辊造成变速现象)调节时要注意水辊的挤压与滚压的关系。(水辊挤压:计量辊与串水辊、水斗辊与计量辊),(水辊滚压:靠版水辊对印版、中间辊对靠版水辊、计量辊与靠版水辊)(图3)。
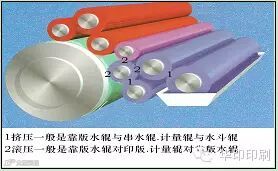
图3水辊的挤压与滚压示意图
三、控制跳动量达到最小
由于印版滚筒有空档,造成靠版水辊转入空档时,处于脱压状态,当进入受压状态时(进入咬口处时)造成碰撞,造成水辊跳动严重,造成咬口处有墨杠及脏版现象,并改变水膜厚度及连续性,长期会造成磨损水辊架子。所以在调整时一定要控制跳动量使其达到最小跳动。
四、按顺序调整
水辊之间必须按顺序,这样调整出的水辊压痕正确,调节时以串水辊为中心调节:
⑴.靠版水辊与串水辊的压痕调节控制在6—7㎜左右;三角去脏装置8—10㎜左右。在这里以不起墨杠现象为调好。低于此值,会造成靠版水辊与串水辊压痕力抵抗不了,计量辊对靠版水辊的压痕力,以及印版对靠版水辊压痕力,造成靠版水辊变速。造成墨色变色及墨杠及脏版后用水量大现象。
⑵.靠版水辊对印版压痕两边3㎜左右(这里指计量辊没有压住靠版水辊上)。
⑶.中间辊两边必须与靠版水辊有3㎜以上的压痕(靠版水辊中间粗而两边细)。不然造成靠版水辊两边堆墨以及刮辊子刮不干净水辊。
⑷.计量辊对靠版水辊压痕5㎜左右,低于此压痕造成供水量不足造成两边爱上脏现象。
⑸.水斗辊与计量辊以挤压为基础,调整时以两边先上脏为基准,便于控制水分,便于控制水膜,便于控制最小水份。
五、观察和控制版面水面
1、观察印版版面水膜和墨辊
①正常印刷时,印版版面水分反射光应发暗发乌几乎看不到水,若印版水分反射光发亮,表明水分大,需减小供水量。
②印刷时若墨辊堆墨不下墨,表明印版水分过大。
③墨斗辊两边如果没有墨或不亲墨,说明水分大。
④墨辊脱墨,说明用水量大。
⑤墨辊里有水珠,说明水太大了。
2、观察印品
①找好墨色,开印20张后,若墨色变化大,则说明水分大。
②观察印品网点还原状况,如果网点实在,则说明水分控制可以,网点发虚则说明水分大。
③开始几十张印品墨色,如果比正常墨色深,说明水分控制可以(但不能过深,过深说明水分大)。如果墨色比正常墨色浅或差不多,则说明用水大(排除重影因素)。
④印品有水点,说明水很大。
⑤印品两纸边上翘成卷曲,说明用水量大。
下期预告:下期我们将会为大家带来设备保养和故障检修的方法,敬请期待!如果您想了解更多解决方案,您可以发邮件给吕老师,邮箱:2008robert_lu@163.com或者打电话021-61199573给华印印刷小李,我们都会给您一个满意的回复。
【注】华印传媒是中国唯一在纸箱、软包装、印刷行业进行专业资讯服务的权威媒体。华印印刷[ID:ys3602000]是目前国内订阅人数最多,最有影响力的包装印刷行业公众微信号,关注印刷行业动态,洞悉行业变迁。我们从专业的视角,与您共同寻找印刷圈的价值灵魂,为您打造信息碎片化时代更好的资讯体验。欢迎提供新闻线索,电话:021-61199573 印刷编辑部——小李,投稿或荐稿请发至邮箱:springli@a1b2b.com