

压电陶瓷作为一类重要的功能陶瓷材料, 具备高强度、高硬度、耐腐蚀等优点, 可实现机械能和电能间的相互转换, 常被用于制备传感器、驱动器、电容器等压电器件, 在海洋探测、生物医疗、电子通讯等高端装备中发挥着重要作用。针对高端技术领域对压电功能器件智能化、集成化、轻量化的发展需求, 压电陶瓷的外形和结构越来越复杂。注浆、注射、模压、切割等传统的压电陶瓷制造工艺, 大多需借助模具或刀具完成, 很难甚至无法制造 具有中空、悬垂等复杂结构的压电陶瓷, 制约了压电功能器件的进一步发展。增材制造技术基于逐层累加原理可实现任意复杂结构快速定制, 具有成型效率高、无需模具等优点, 可满足个性化、整体化、复杂化制造需求, 近年来受到国内外压电陶瓷领域研究人员的广泛关注。
一
基于粉体的压电陶瓷增材制造技术
NO.1
激光选区烧结
激光选区烧结(Selective Laser Sintering, SLS)工艺利用高能激光束按照预先设置好的切片模型扫描粉床表面, 使粉末熔化黏结形成所需截面形状, 随后进行下一层粉末的铺设及烧结, 进而逐层堆叠成三维零件。
SLS 工艺依据制造过程中是否使用黏结剂可分为间接 SLS和直接 SLS。
直接 SLS 根据所用激光功率的不同, 能够促进陶瓷颗粒的部分或完全熔化, 进而实现粉末材料成型与烧结的一体化。
间接 SLS 所用聚合物黏结剂需通过后续脱脂、烧结等工艺去除, 以实现陶瓷构件的致密化。
NO.2
黏结剂喷射成型
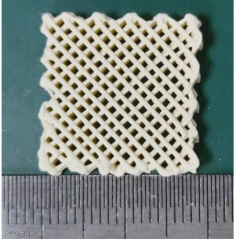
黏结剂喷射(Binder Jetting, BJ)技术是通过喷嘴将黏结剂按照零件 CAD 切片信息涂敷到预先铺好的粉床上, 黏结剂与粉末材料固化结合以形成当前层的截面形状, 并逐层累加直到打印完成, 其无需高能激光器, 成本较低。
影响 BJ 成型件精度和致密度的一个重要因素是黏结剂饱和度, 其主要受黏结剂剂量、铺粉密度、黏结剂的润湿性和流变性的影响。
BJ 技术成型效率较高, 设备成本低, 且能够根据成型件尺寸进行自由拓展, 工艺几乎不受陶瓷材料种类限制, 能够满足对表面精度要求不高的各种尺寸及种类的多孔压电陶瓷材料的制备条件。
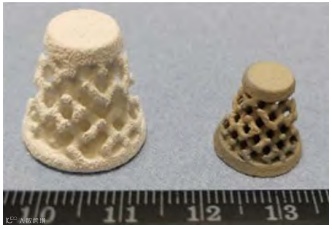
黏结剂喷射技术成型晶格结构压电陶瓷
二
基于浆料的压电陶瓷增材制造技术
NO.1
立体光刻成型
立体光刻(Stereolithography Apparatus, SLA)技术能够制备微米级分辨率的高精度构件, 具有成型速度快、表面光洁度好等优点。其原理是利用扫描振镜控制紫外光束, 使成型区域内含有压电陶瓷颗粒的光敏树脂发生交联固化, 以实现压电陶瓷坯体的成型。与其他采用黏结剂的增材制造技术类似, SLA 制备的坯体同样需要经过脱脂和烧结, 以实现压电陶瓷构件的致密化。
SLA 需要着重关注光敏浆料的可打印性, 这与浆料流变行为和固化性能密切相关。一方面要求浆料具有较低的黏度(<3000 mPa·s), 以便在打印过程中可以在刮刀和自身重力作用下恢复平整; 另一方面, 为使坯体具有较好的结合强度, 浆料必须具有较强的固化能力。此外, 为了得到高性能压电陶瓷构件, 浆料的固相含量应尽可能高。需要平衡浆料的黏度、固化能力和固相含量三者间的关系。
SLA 技术发展历史较长, 具有技术成熟、打印精度高、表面质量好等优点, 逐渐成为复杂结构陶瓷成型的重要工艺方法。由于 SLA 使用点光源进行固化, 成型速度较慢。且成型时整个坯体自底层向高层逐步叠加, 需要较多的浆料进行支撑, 导致制造成本增加。
NO.2
数字光处理成型
目前常用的数字光处理(Digital Light Processing, DLP)技术是 Chabok 等开发的一类面光源下投影、零件向上提拉的光固化成型技术, 核心部件为包含了约 200 万个相互连接的微型显微镜阵列的数字微镜设备(Digital Micromirror Devices, DMDs)。打印过程中通过程序控制微镜偏转, 使得紫外光选择性透过, 以获得预设的截面形状。DLP 成型过程中, 浆料的固化发生在上一成型层与料缸底部间的极小区域, 避免了SLA中刮刀重涂带动高粘度浆料产生的剪切力破坏成型件, 也能更精确地控制切片高度。
DLP 工艺同样需要平衡浆料粘度、固化能力和固相含量三者间的关系。与 SLA 相比, DLP 具有较高的成型效率, 但受到成型缸尺寸限制, 目前还无法制备大尺寸压电陶瓷构件。

数字光处理成型前驱体坯体照片(c)及
烧结后的 BTO 样品照片(d)
NO.3
墨水喷射成型
墨水喷射(Ink-Jet Printing, IJP)是在 BJ 技术的基础上发展而来, 用喷墨打印机直接将压电陶瓷颗粒和黏结剂的混合浆料按照计算机指令逐步喷射到载体上, 形成具有预设外形和尺寸的压电陶瓷坯体。
根据供墨的形式不同, IJP 可分为连续喷墨和按需滴落两种。目前主流的墨水喷射方式是热力或压电驱动的按需滴落。
LJP 仅适用于制备小型压电陶瓷构件, 由于墨水粘度低、保形性差, 无法设计支撑结构, 限制了其可打印构件的复杂性及结构可控性。
NO.4
墨水直写成型
墨水直写(Direct Ink Writing, DIW)技术是一种基于材料挤出成型的增材制造技术, 打印过程中配置好的陶瓷浆料通过直写喷头挤出并沉积到基板上, 这种喷头通常是由气体或机械装置驱动的针管。DIW 设备相对简单, 在压电陶瓷增材制造中的应用也最为广泛。
DIW 所用浆料应具有良好的粘弹性, 以便在喷嘴的剪切作用下形成连续长丝, 并实现自支撑来维持完整的结构形状。
由于 DIW 无法实现支撑设计, 故很少采用保形性差的水性浆料。
DIW 浆料固相含量高的特点使其可以打印出较为致密的坯体, 这有利于提高烧结件致密度以及制备具有大跨度、悬垂结构的压电陶瓷, 但同时也会增大浆料中陶瓷颗粒沉降的倾向。
墨水直写成型 PZT 陶瓷烧结件照片
DIW 工艺简单, 设备成本低且灵活性较高, 是目前应用最多的压电陶瓷增材制造技术之一。但高固含量的浆料挤出难, 表面质量差, 分辨率低等问题仍需进一步解决。
三
基于块材的压电陶瓷增材制造技术
NO.1
熔融沉积成型
熔融沉积(Fused Deposition Modeling, FDM)是增材制造技术中发展较早的工艺之一, 将丝材在略高于熔点的环境温度下熔化成流体状, 接着在计算机控制下逐步挤出并沉积到下方的载体上, 进而逐层叠加成型。
陶瓷材料熔点高, 无法直接通过 FDM 工艺成型, 常将陶瓷颗粒混入热塑性材料中制成丝材进行打印。相较于粉体及浆料, 基于丝材的 FDM 技术更具灵活性, 可实现多材料打印。
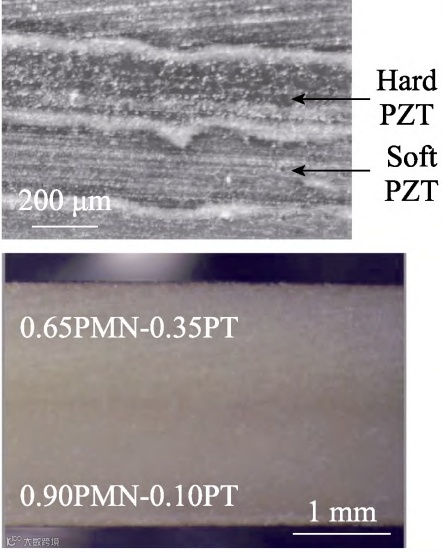
熔融沉积成型梯度压电陶瓷截面照片
FDM 设备成本低, 但丝材制备过程复杂, 目前采用 FDM 工艺制备压电陶瓷的研究较少。
NO.2
薄材叠层成型
与DLP类似, 薄材叠层成型(Laminated Object Manufacturing, LOM)也是一种由面到体的成型工艺, 采用预先制备的陶瓷薄片作为原材料, 利用激光切割设备将陶瓷薄片按照切片信息进行切割, 随后具有特定截面形状的陶瓷薄片被逐层堆叠在一起, 相邻两层通过热压或黏结剂结合。LOM 成型速度快, 常用于制备一些简单的压电陶瓷零件。
由于分层厚度的限制, LOM 工艺的成型精度不高, 且成型后的陶瓷零件外表面需要打磨、抛光等后处理。宏观的层合缺陷也易造成材料性能在平行与垂直制造方向上巨大的各向异性。因此其在压电陶瓷的成型上应用较少。
近年来, 压电陶瓷逐渐向微纳米尺度发展, FDM、LOM 工艺的成型分辨率和表面质量较低, 限制了其在这一领域内的应用, 这也是其鲜有报道的原因。
四
总结
表 1 为各工艺制备的压电陶瓷主要性能结果的对比。

综合来看, 陶瓷材料抗热震性能差, 激光增材制造加工中反复的热循环会在成型区域内形成较大 的温度梯度(可达到 103 ~104 K), 从而引起成型材料的非均匀变形, 内部产生大量裂纹、气孔等缺陷,这也限制了该技术在压电陶瓷成型领域中的应用。
相较之下, BJ、SLA、DLP、DIW、IJP 以及 FDM 等工艺采用聚合物作为黏结剂, 通过溶剂蒸发、光固化等方式实现陶瓷坯体的成型, 避免了激光等高能量的输入, 可以获得相对较好的成型质量。但另一 方面, 紫外光的应用也限制了 SLA、DLP 的材料选 择范围, 使其难以实现颜色深、吸光率大、对光散射性强的压电陶瓷的高性能制造。
与其他压电陶瓷增材制造技术相比, IJP、FDM 等通过材料挤出成型的工艺在尺寸精度、结构复杂性和高性能压电陶瓷材料的成型上仍显不足, 这是由于为保证材料的稳定挤出, 需严格控制所用浆料、熔丝等材料的流动性, 因此原料中压电陶瓷颗粒的含量就受到了限制, 而 DIW由于供料系统采用气压或机械挤出的方式, 允许浆料具有更高的固相含量, 因此能够制备出性能更为优异的压电陶瓷。
压电陶瓷的性能与致密度密切相关, 当前针对压电陶瓷增材制造工艺的优化仍以获得高致密度成型件为目标, 目前已证实通过减小粉末粒径、提高烧结温度以及采用等静压、凝胶渗透等后处理工艺可以提高增材制造压电陶瓷的致密度, 制备出力学和电学性能更为优异的压电陶瓷。此外, 压电陶瓷电学性能也与晶粒尺寸和取向有关。针对压电陶瓷不同的应用需求, 合理选择原料、工艺及其后处理手段非常重要。
文章来源:
Journal of Inorganic Materials Vol. 37 No. 3 Mar., 2022
增材制造压电陶瓷的现状与展望-刘 凯等
DOI: 10.15541/jim20210599
本文来源于公众号“先进陶瓷材料”
版权归原作者所有
ABOUT CERADIR
「CERADIR™先进陶瓷在线」——先进陶瓷行业垂直化服务平台,致力于为用户提供一站式 B2B 解决方案,专业服务全球先进陶瓷供应链上下游工厂、贸易商、服务商而自主开发的B2B行业平台,吸引全球供应商和采购商入驻。


