
振动给料器类型与控制方式
干熄焦系统中常用的振动给料器按驱动方式分为两类:电磁振动(振动线圈式)和激振器(振动电机)式。
电磁振动给料器控制原理
进口电磁振动器由振动线圈驱动,配备专用控制屏。操作人员在上位机设定排焦速度(吨/小时),数据经PLC转换为4~20mA信号传输至控制器,调节振动线圈电压,从而改变振幅。系统配备振幅传感器实现负反馈,确保振幅稳定。
激振器式给料器控制原理
部分干熄焦装置采用激振器式给料器(如图5-30),由两台转向相反的变频电机驱动激振器。操作人员设定排焦量或电机频率,PLC将信号传至MCC室排焦变频器,调节电机频率以改变转速和激振幅度。该方式无需振幅传感器,简化了控制系统。

激振器式给料器
干熄焦电磁振动给料器控制原理如下图所示:
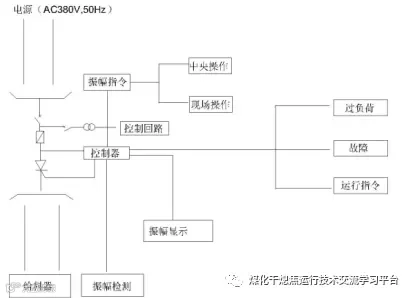
振动给料器控制原理图
激振器式振动给料器控制原理如下图所示:
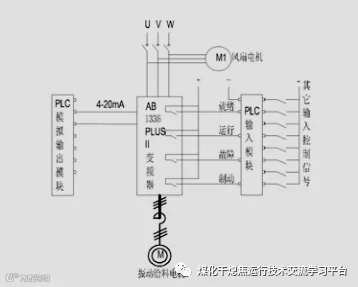
振动给料器控制原理图
日常点检与维护要点
电磁振动给料器维护内容
- 定期检测振动线圈对地绝缘,发现绝缘下降趋势应及时开盖检查;
- 检查接线盒是否冒焦粉,必要时进行密封处理;
- 使用红外测温仪检测控制屏端子温度,防止接触不良或松动。
激振器式给料器维护重点
由于电机与激振器直连,轴承工况恶劣,易发生损坏。同时,变频电机配套的散热风扇防护等级较低,导电粉尘易侵入导致故障率升高。
- 定期监测电机轴承温度;
- 每班检查散热风扇运行状态;
- 定期检测电机对地绝缘,检测前需断开变频器侧负荷线。
典型故障案例分析
故障现象:2008年6月25日,干熄焦主控室发现排焦口不下料,现场确认旋转密封阀正常,振动给料器无动作。电气检查发现控制柜速熔保险熔断,摇测线圈对地绝缘为0,判定内部接地。
处理过程:停循环风机后打开人孔,割开密封钢板,拆除耐热胶后发现中间接线端子烧毁,右侧端子受损接地。原端子无法使用,检修人员拆除端子排,将两根有效引线直接连接并包扎,采取防振措施。恢复后绝缘及电阻正常,送电试车运行良好。
故障原因:接线端子密封不严,中间抽头端子与底板间存在缝隙。设备长期处于高温多尘环境,导电焦粉填充缝隙造成短路,引发弧光并破坏相邻端子绝缘。
经验总结:该设备为日本进口,标称五年免维护,自2006年12月投用至故障仅一年半,未达老化周期。因忽视定期绝缘检测,未能提前发现隐患。若能按常规电机标准每周检测绝缘,可有效预防此类故障。