
摘要:针对汽车轮毂生产线自动化程度低、工作环境差及加工精度要求高的问题,设计了一条洁净加工自动化生产线。通过优化机加工工艺、采用间隙配合料架与自动拆分运输装置实现高效物料流转;夹具采用心轴定位与曲柄滑块夹紧机构,提升定位精度与夹紧可靠性;引入微量润滑技术,降低环境污染并改善加工条件;利用RobotStudio对双工位上下料机械手进行轨迹规划,提高作业效率。整线通过智能管理系统实现生产流程的合理调度,为轮毂制造提供绿色、高效的技术路径。
关键词:汽车轮毂;生产线;自动化;设计;微量润滑;绿色制造
1. 序言
绿色发展已成为全球工业转型的重要方向。面对资源约束与环境压力,绿色制造是推动制造业可持续发展的关键路径。我国汽车产业持续增长,汽车销量长期位居世界首位,但传统轮毂生产线普遍依赖人工操作和浇注式切削液润滑,存在资源浪费、环境污染及危害工人健康等问题。据统计,一家中型轮毂厂每年润滑液消耗达65万吨,相关采购与废液处理成本超300万元,且车间环境脏乱,制约了行业高质量发展。
干式加工虽实现了无液润滑,但因排屑困难、散热不良易导致工件表面烧伤,且对刀具性能要求高,应用受限。低温冷却技术虽能有效降温,但设备成本高,并存在缺氧风险,难以普及。相比之下,微量润滑(MQL)技术结合高压气流与极少量植物基润滑油,实现精准雾化供给,兼具环保性与加工质量优势,成为绿色加工的理想选择。
当前多数轮毂企业仍依赖人工上下料,生产效率低、产品一致性差。尽管部分企业尝试智能化改造,但核心技术依赖进口,改造成本高昂。随着市场需求扩大,亟需构建集自动化、智能化与绿色化于一体的轮毂加工体系。为此,本文提出一种集成微量润滑与柔性夹具的洁净自动化生产线方案,解决多规格轮毂高效、高质生产难题。
2. 生产线整体方案设计
2.1 工艺优化设计
生产线涵盖轮毂上下料、粗车、半精车、精车及钻孔等五道工序,实现全流程自动化流水作业。车削分为四步完成,钻孔由加工中心独立执行。工艺规程如表1所示。

2.2 生产线整体布局
生产线由4台立式车床和1台加工中心组成,呈两列布置,形成一个加工单元。物料传输通过3台上下料机械手在机床与辊道间协同完成。多个单元可并联运行,统一由上料装置供料,提升系统扩展性与生产柔性。

图1 汽车轮毂洁净生产线
1—拆分装置 2—第一辊道 3—料架 4—轮毂定位装置 5—轮毂 6—上下料机器人 7—出料辊道 8—机床 9—夹具 10—微量润滑装置 11—轮毂搬运机械手
3. 产线主要部分设计
3.1 夹具柔性设计
为适应多规格轮毂生产需求,设计了一款具备自定位与柔性夹紧功能的专用夹具,结构如图2所示。

图2 夹具结构
1—自定位装置 2—活动平台 3—夹紧爪 4—固定平台
夹具以轮毂底面为主要定位基准,通过三组定位块与连杆机构实现X、Y轴转动自由度限制,完成自定位,减少重复装夹误差。夹紧部分采用曲柄滑块机构,由第一气缸驱动夹紧爪径向移动,实现径向夹紧;第二气缸控制活动平台轴向进给,实现轴向压紧,确保夹持稳定。
夹紧力计算基于静力平衡原则,确保在主切削力作用下不发生位移。设定铝合金轮毂加工参数:转速2500r/min,切深4mm,进给量0.5mm/r,工件直径580mm,经计算满足最小夹紧力要求。



3.2 微量润滑装置
响应《中国制造2025》绿色制造导向,产线采用微量润滑替代传统浇注式润滑。MQL系统使用可生物降解的植物油基润滑剂,耗量由传统60L/h降至30–100mL/h,显著降低污染与运营成本。
微量润滑装置悬挂于机床,可根据主轴转速动态调节供油量,提升润滑效率。系统结构如图3所示,包含油气混合装置、油泵、油箱、气泵及气体过滤器,保障润滑介质清洁与稳定输送。
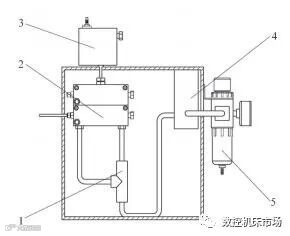
图3 微量润滑装置结构
1—油气混合装置 2—油泵 3—油箱 4—气泵 5—气体过滤器
3.3 上下料机器人轨迹规划与效率
上下料机器人承担机床与辊道间的物料转运任务,其效率直接影响整线节拍。机器人配备双抓取位机械手,结合机械臂旋转动作实现连续上下料,提升作业连续性。

图4 上下料机器人结构
为避免与机床发生干涉,对TCP轨迹进行精细化规划。以相邻两立式车床间搬运为例,共设置9个关键点:pHome点、过渡点、3个避障点、定位装置抓取点、机床抓取点及两个放置点。避障段采用关节插补,高速空载运行;抓放段采用直线插补,低速精确定位。

图5 机器人手部TCP轨迹规划
通过RobotStudio仿真验证,平均搬运时间由人工模式下的33秒缩短至27秒,效率提升约18.2%,同时规避碰撞风险,缩短现场调试周期。
4. 结束语
面向汽车轮毂规模化、多样化与绿色化生产需求,本文设计了一条集成工艺优化、柔性夹具、微量润滑与智能物流的洁净自动化生产线。通过对加工流程的整体布局与关键部件创新设计,实现了轮毂上下料与机加工全过程自动化,提升了定位精度与生产效率。微量润滑技术的应用大幅减少了资源消耗与环境污染。仿真结果表明,该方案运行稳定、效率优越,为轮毂制造业转型升级提供了切实可行的技术参考。