

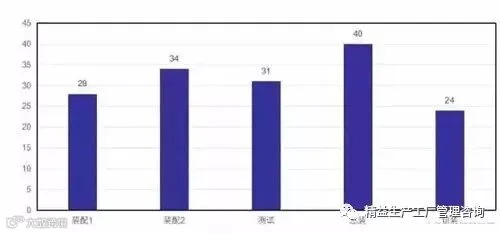
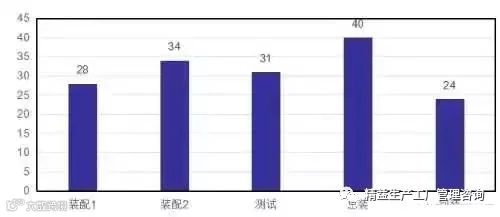
某企业某条生产线每月工作22天,每天8小时,生产A产品共5道工序:装配1(28秒)、装配2(34秒)、测试(31秒)、总装(40秒)、包装(24秒)。客户订单为18000件/月,当前产能无法满足交付需求。产线组长通过增聘1名员工进行跨工序支援以应对压力,但生产部经理要求在不增加人力成本的前提下完成订单,需通过流程优化实现增效。
改善目标与实施路径
明确改善目的:提升生产效率,在不增加人员的情况下满足客户需求;改善对象为A产品整条生产线的作业平衡性。
工序时间测量与现状分析
采用秒表法对各工序进行20次以上测时,取平均值作为标准工时。当前各工序时间分别为28s、34s、31s、40s、24s,瓶颈工序为“总装”(40秒)。
生产线平衡率计算
平衡率 = 工序时间总和 / (瓶颈工时 × 人数)
= (28+34+31+40+24) / (40×5) = 157 / 200 = 78.5%
客户需求节拍计算
节拍 = 有效工时 / 计划产量
= (22×8×3600) / 18000 = 633600 / 18000 = 35.2秒/件
当前瓶颈工时(40秒)大于客户需求节拍(35.2秒),导致产能不足,交付延迟。
注:瓶颈工时40秒,客户需求节拍35.2秒。
识别增值与非增值时间
增值时间:包括物料加工、产品组装、质量检测及有效包装等直接改变产品特性的作业。
非增值时间:如取料距离过长(>60cm)、弯腰、走动、等待缺料、设备停机、工装维修、返工、物料搬运等未创造价值但当前仍存在的活动。
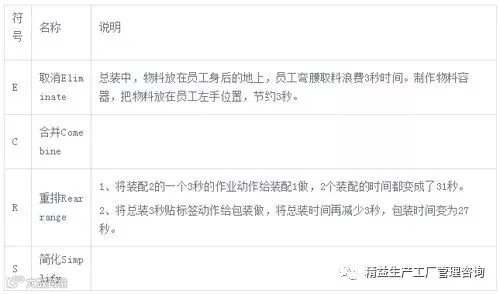
应用ECRS法则优化流程
通过ECRS原则(取消Eliminate、合并Combine、重排Rearrange、简化Simplify)对工序进行重构:
- 取消冗余动作与无效等待;
- 合并相近操作,减少切换;
- 重排工序顺序,匹配节拍;
- 简化复杂作业,降低工时。
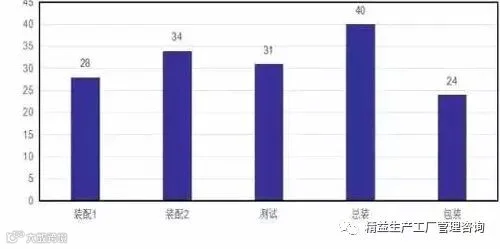
改善后效果验证
调整后各工序时间为:31s、31s、31s、34s、27s,瓶颈转移至“装配2”(34秒),低于客户需求节拍(35.2秒),满足交付要求。
改善后平衡率计算
平衡率 = (31+31+31+34+27) / (34×5) = 154 / 170 = 90.6%
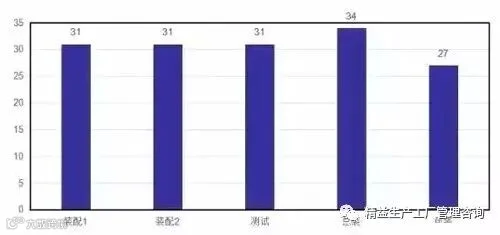
平衡率由78.5%提升至90.6%,达到优秀水平(≥90%),产线均衡性显著改善。
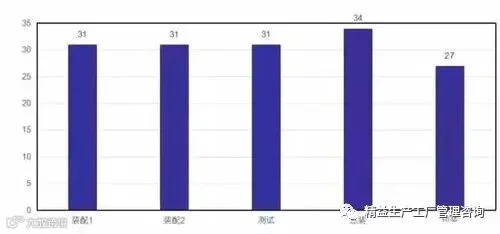
注:瓶颈工时34秒,客户需求节拍35.2秒。
关键改善措施展示
瓶颈工位改善——消除非增值活动

瓶颈工位改善——作业内容再分配

持续改进机制
制定标准化改善方案并落实执行,建立PDCA循环机制,定期评估产线平衡状态,推动持续优化。
来源网络
