
点击上方↑↑↑“翔博科技”关注我们

航空发动机的制造可以说是一项核心技术,具备研发、制造和生产航空发动机的国家一般都不轻易出口自己的技术,只出口发动机成品,有的甚至连维护都需要送回原产国。
典型的就是美英法德日等西方国家,通过其寡头企业,占领了世界航空发动机市场的70%,而在新机市场上的价值份额更高达90%。
从以上数据,大概可以窥见航空发动机制造有多难。说起来,航空发动机制造到底难在哪里呢?
复制拆解难

拆解CFM-56时就会发现,发动机叶片上指甲盖大小的地方覆盖着许多小气孔,如果没有图纸定位,完全没法对其进行复制。一旦气孔打的位置不对,会直接影响叶片散热,那么复制品的整体性能就下降了。GE公司凭借CFM-56的技术基础,研制了覆盖各种机型使用的发动机,与普惠展开直接竞争。
材料制造难

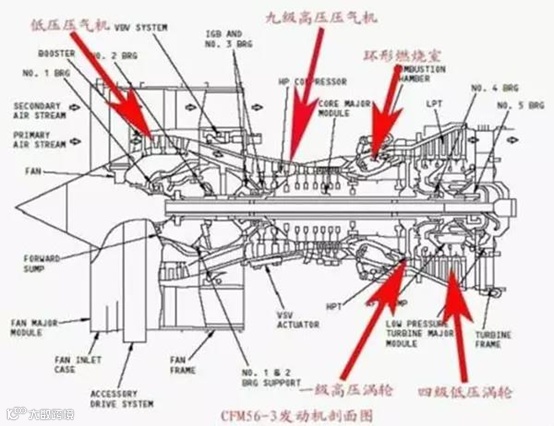
航空发动机其实也很简单,以经典的CFM-56发动机为例,包括低压压气机、九级高压压气机、一级高压涡轮和四级低压涡轮,中间还有一个环形燃烧室。但是就是这些结构,工作的温度、压力环境不一样,就说明其使用的材料是不同的。以涡轮叶片为例,工作环境上千摄氏度,一分钟数万转,使用多种金属混合制造,而且比例也各不相同。

因为在靠近燃烧室的叶片承受的温度较高,材料也用得耐高温,稀有金属元素的比例就不一样。如果全部使用统一耐高温材料,那么单价就高了,经济性就差,对于商业化运营的民用客机发动机最好是又便宜又好用。
同理,除了涡轮叶片之外,发动机各个部件所用的材料也是不一样的,波音737使用的CFM-56发动机涡轮为高温合金打造,其他部分有的使用了复合材料。目前比较流行的是树脂基复合材料,普惠的F-119外涵道机匣就用这个材料,可耐400摄氏度温度,而成本也可以得到控制。

加工精度高

如果有了先进的材料和图纸,也不代表能够制造出一台优秀的航空发动机,因为加工工艺是最后的拦路虎。一台CFM-56发动机航空发动机的风扇直径仅为1.55米,长度为2.5米,如此小的空间内要产生86千牛的推力,可想而知其加工工艺有多么复杂。
从小的方面看,以目前主流单晶涡轮叶片为例,精铸工艺要求是0.1毫米的误差,这样才能保证每个叶片都可以正常工作。要让各种合金材料放在一起加工,就需要掌握高温合金的加工技巧和焊接工艺。同时,发动机转子、叶片在工作时处于高速运转,工艺不到家就意味着发动机磨损很快,寿命不长,直接影响经济性。

工艺的高要求同时也促进航空发动机运行的效率,还是以叶片为例,GE公司搞了一种无缝对接式叶片,在发动机叶片外端有一个特殊材料制成的软体,在叶片工作时可与外环结构无缝对接,提高发动机的工作效率。这样的软质材料对加工工艺的要求是非常高的,不仅要保持稳定性,还要经济、不用太多的保养。不然提高发动机效率的同时,也加重了地勤的负担,在经济帐上表现不够明显。
综上,从逆向测绘、材料和加工工艺角度看,航空发动机应该说是工业工程领域的皇冠,是一国科技实力的标识。
西方发达国家都把航空发动机当成自己的招牌,美国、俄罗斯自不用说的,发动机领域这两家的技术沉淀无人能够撼动,英国在自废武功之后,仍然有罗罗这样领军企业。中国的发动机工业目前仍然处于追赶阶段,随着太行正式列装量产型歼10B,优于CFM-56的新一代CJ1000A涡扇发动机开始研制,中国的航发实现了小步快跑。

北京翔博科技股份有限公司
残余应力与变形控制专业服务商
长按二维码关注我们