

残余应力作用下航空整体结构件加工变形分析
另外,随残余应力的释放,造成了局部的铣削误差变形。这种铣削误差变形幅值较小,属于弹性变形。所以研究整体工件变形时,铣削误差变形影响是很小的。根据这一结论,如果单一考虑初始残余应力对于工件整体变形的影响,则不必逐步进行铣削过程仿真,而可以将要去除的材料单元一次完全“杀死”,这样可以大大提高计算效率。
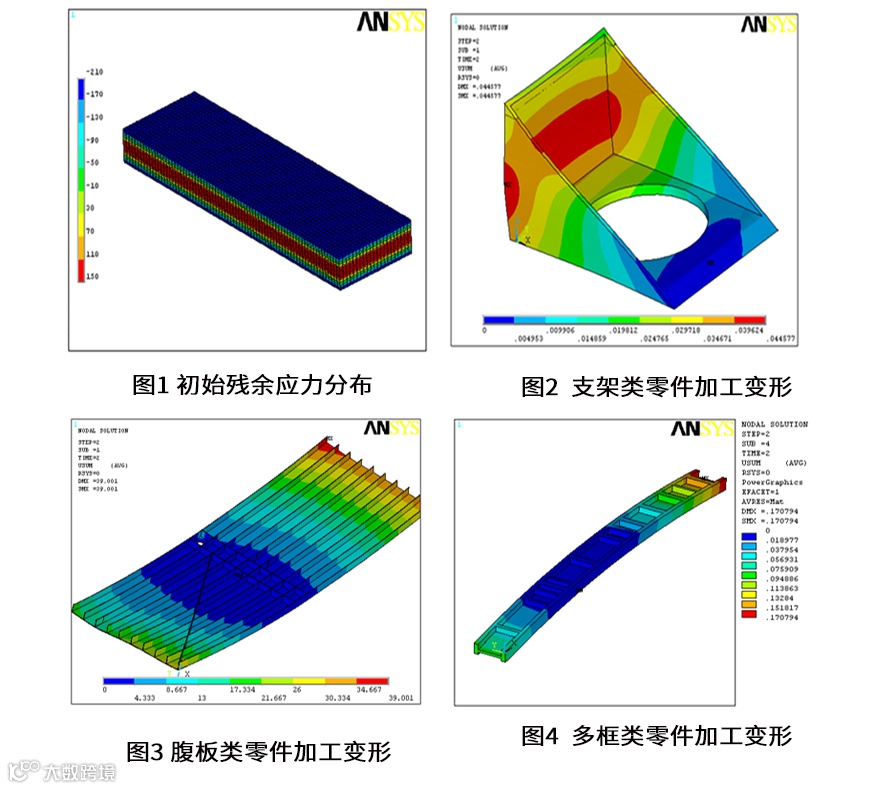
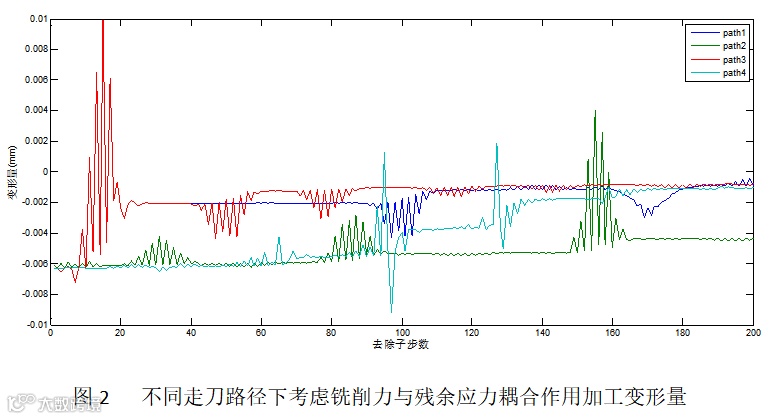
铣削力与残余应力耦合作用下加工变形分析

结论及工程应用
1)残余应力是引起航空整体结构件加工变形的重要因素。加工路径不同对于工件的残余应力的释放与重分布有不同影响,但若只考虑残余应力单一因素,工件加工变形只与材料去除量的多少及工件最终结构形式有关,而与加工路径、加工顺序等去除过程无关。在仿真运算过程中,为提高计算效率,可以一次全部去除掉。
2)考虑残余应力与铣削力的耦合作用影响,分析结果表明,铣削力的存在会影响残余应力的释放和重分布。但高速铣削力所产生的残余应力只存在于很薄的一层内,而且时间短暂,所以对初始残余应力的影响还是比较小的,从而对最终的加工变形影响也很小。在确定加工路径的基础上,可以忽略铣削力的影响,提高计算效率,而不会影响宏观整体变形研究。
3)残余应力是加工变形的根源,如果能进一步有效降低或均化加工毛坯或工件的残余应力水平,必将大大降低工件的变形潜能,控制加工变形,提高加工质量。振动时效技术是目前常用的一种残余应力均化或消除技术,后续将针对振动时效一些关键性的科学和技术问题进行,如振动时效的机理、残余应力的松弛和演化规律等,以用于解决航空整体结构件的加工变形问题。
