
正如大家熟知的PVC配方重在“内外润滑平衡”,内外润滑平衡则生产稳定,连续生产的时间也会长。但是内外润滑平衡有什么标志呢?或者说如何知道自己的PVC配方是否内外润滑平衡呢?又如何调整内外润滑平衡呢?
塑化所需要时间较长,熔融物料流动性差,塑化扭矩较大,制品力学性能下降,变脆,还可能出现析出现象,严重时用手试有油样的感觉。
塑化时间较短,有较重的粘附现象,制品表面光泽度差,有可能热稳定性变差。
总之外润滑剂用量不足则有粘附现象,塑化时间短;过量则力学性能下降,有可能有析出现象。PVC内润滑剂用量不足,则塑化扭矩较大, 塑化时间较长;过量则塑化时间较短,塑化扭矩较小,热稳定性时间变短,有热分解现象,制品内壁不光滑。
润滑平衡体系在扭矩流变曲线上的塑化时间对应于挤出机2/3左右的位置,也就是对应挤出机塑化段将结束、均化段将开始的位置。如果不是润滑平衡体系,其塑化时间对应于挤出机的位置将有所改变。塑化时间对应挤出机的位置小于2/3时期,则过度塑化,对于PVC-U而言有可能热分解,物料发黄;塑化时间对应挤出机的位置大于2/3时,则塑化度不够,制品较糙、发脆。
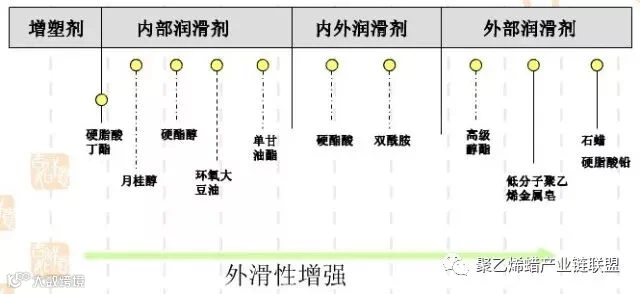
硬脂酸钙塑化最快,单甘脂次之,60再次之,再次是硬脂酸铅、氧化聚乙烯蜡,硬脂酸,PE蜡,石蜡塑化最慢。增塑剂环氧大豆油对于改善熔体流动性的作用比较明显。
润滑剂一般同时具有内润滑跟外润滑的特性,而不能绝对来说具有单一性能。从使用效果来说,极性越大,跟PVC相容性越好,增加PVC分子间流动性效果越明显,内润滑性占主导,相反,非极性越突出,外润滑性占主导。
实际应用中,硬脂酸钙、单甘脂、PETS、60等的内润滑性比较突出;PE蜡、石蜡、74等的外润滑性比较突出。硬脂酸、316系列氧化聚乙烯蜡,内外润滑性均沾,316系列脱模性比较好。
1、内润滑多了,流动性很好,塑化时间变短,但是多余的内润滑会转变成外润滑效果,造成析出;
2、外润滑多了,塑化变差,变慢,因为跟PVC相容性差,加多后会造成严重析出;
3、润滑剂中的小分子物质影响,举个很经典的例子,单甘脂,本身单甘脂是一种很好的内润滑剂,但是由于厂家生产过程中为降低成本,添加多量的甘油,造成单甘脂中含有很多甘油成分,甘油分子量低,很容易在PVC加工过程中的析出,实际好的单甘脂添加量正确,是不会造成析出的,单甘脂还是薄膜材料中的防雾剂、液滴剂。
当然,内外润滑也不能太少,讲求内外润滑平衡。内润滑太少,流动性不好,塑化时间延长,扭矩大。外润滑太少,流体发粘,造成糊料或者光泽度不够等现象。
润滑剂熔点不同,内外润滑效果不同,跟PVC相容性不同。因此一个完美的PVC配方中往往需要多种润滑剂配合使用,以达到理想的效果。
熔点低的润滑剂初期效果较好,这类润滑剂有石蜡、硬脂酸丁酯、硬脂醇、多元醇酯类、硬脂酸等。
熔点适中的润滑剂,熔点范围大约100-125度,作为中期润滑,这类润滑剂有硬脂酸铅、PE蜡、OPE蜡等。
熔点高的润滑剂一般作为后期润滑使用,这类润滑剂有硬脂酸钙、硬脂酸钡等。
新时代,再出发!
携手赛诺一起加油!

青岛赛诺专注聚乙烯蜡等助剂的研发、生产、应用工作,为您提供抗析出、高润滑、超分散的产品体系。公司拥有成熟的技术研发团队,拥有先进的国际化实验室对外开放,为有需求的客户提供配方优化、降本增效等技术支持,同时为顺应环保要求,我们还为企业提供助剂一包化、助剂无尘化服务。
相关产品:聚乙烯蜡、EBS、光亮分散润滑剂、聚丙烯蜡、硬脂酸锌、氧化聚乙烯蜡
赛诺放心蜡,欢迎您询价!
免费咨询电话:400-8788-532
网 址:http://www.qdsainuo.com/
地 址:青岛市李沧区书院路苏宁电器广场B座2702室

