
第一作者:张哲,女,硕士,高级工程师。现在中国石油天然气股份有限公司规划总院油气田所,从事油气田地面工程科研和前期研究工作。E-mail:zhanglzhe55@petrochina.com.cn。
通信作者:王秋晨,女,博士,工程师。现在中国石油天然气股份有限公司规划总院油气田所,从事油气田地面工程科研和前期研究工作。E-mail:wangqiuchen@petrochina.com.cn。
浅谈中国氦气供应链技术壁垒与发展方向
张哲,王春燕,王秋晨,王念榕,刘主宸
中国石油天然气股份有限公司规划总院
基金项目:中国石油天然气股份有限公司“十四五”关键核心技术攻关项目《氦气资源评价与低成本提氦及存储关键技术研究》下属课题4《贫氦天然气低成本提氦成套技术研究》(2021ZG1304)
摘要
0 引言
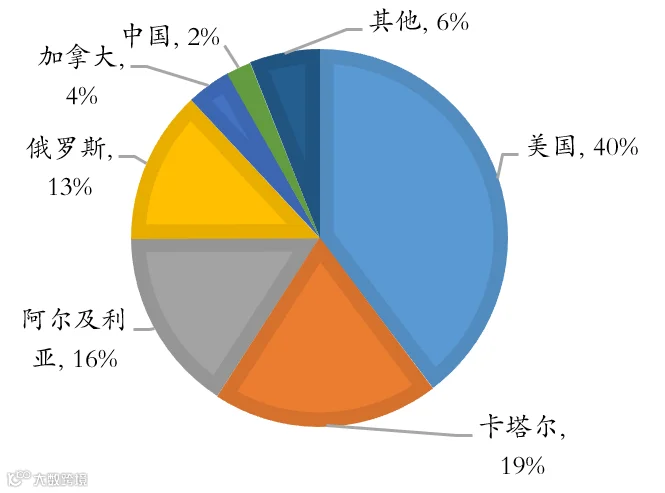
氦(He)因其独特性能被广泛应用于航空航天、潜艇、尖端科研、高端制造、医疗交通等领域[1],是国防军工和高科技产业发展不可或缺的战略性物资[2]。随着5G、半导体、航天航空等产业的快速发展,氦消费量已成为表征一个国家技术发展水平的重要指标。中国属于贫氦国家,氦资源总量少、氦含量低。中国含氦天然气中氦气的含量普遍小于1%,仅渭河盆地部分样品氦气含量较高,最大值可达4.942%[3]。自产氦只能满足少量必须保障用户的需求,约97.5%的氦依赖于进口。
然而,氦气垄断国家对于中国有明确的氦气禁运政策。如,美国商务部制定的《出口管理条例》(Export Administration Regulations)中明确规定,20 K以下制冷机及核心部件禁止出口中国且在认为遭受中国严重挑战时禁止合作和交流;欧盟要求低温设备对中国出口必须报最终用户,且设备卖方有现场检查权和否决权,近年来禁止中国相关公司参观其工厂;日本从2015年开始禁止冷压缩机出口中国。空气化工产品有限公司(Air Products andChemical,Inc.,简称空气产品公司)、法国液化空气集团(Air Liquide,简称法液空)、林德公司(The Linde Group,简称林德)等液氦罐箱和氦气液化器制造商,为了便于垄断气源和制造能力有限等原因而限制供货。
因此,找准氦气供应链的“卡脖子”技术,提出中国氦气技术发展方向,降低中国提氦成本,从而克服氦气短供风险显得尤为重要。
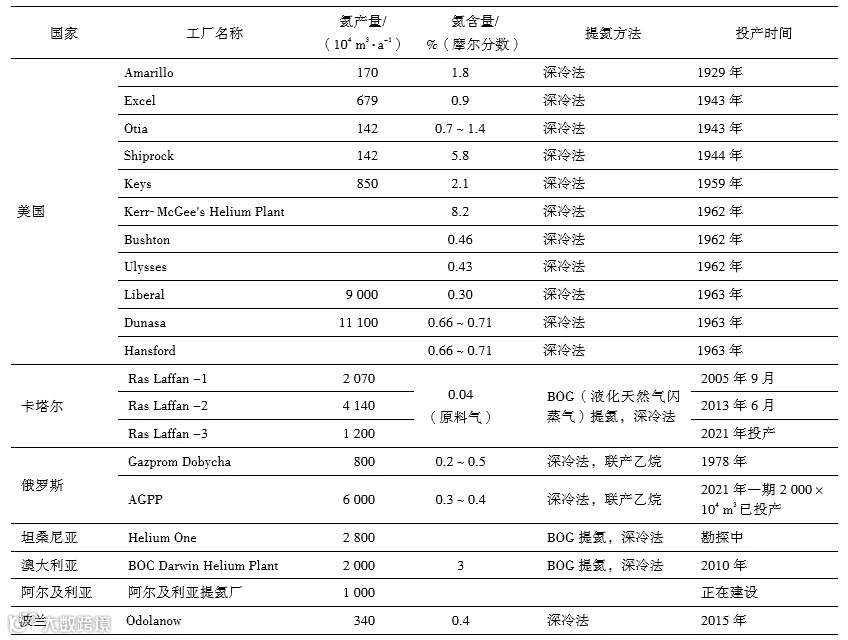
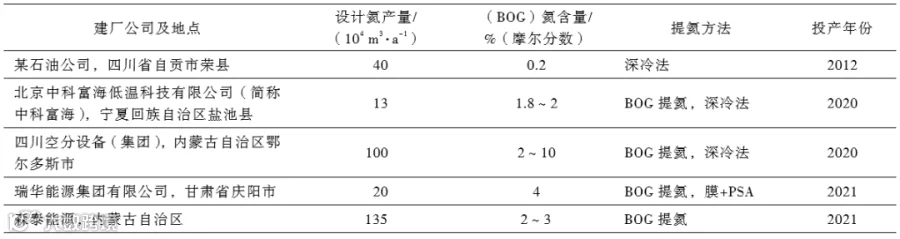
1 氦气资源和供应格局
2 氦气产业链技术现状

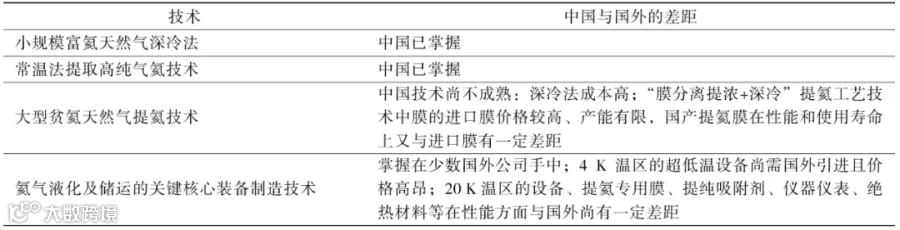
3 提氦技术发展展望
[1] |
秦胜飞,李济远.世界氦气供需现状及发展趋势[J].石油知识,2021(5):44-45. |
[2] |
张哲,王春燕,王秋晨,等.中国氦气市场发展前景展望[J].油气与新能源,2022,34(1):36-41. |
[3] |
张雪,刘建朝,李荣西,等.中国富氦天然气资源研究现状与进展[J].地质通报,2018,37(Z1):476-486. |
[4] |
李均方,何琳琳,柴露华.天然气提氦技术现状及建议[J].石油与天然气化工,2018,47(4):41-44. |
[5] |
刘贵洲,窦立荣,李鹏宇,等.氦气珍稀 亟需发展[J/OL].天然气与石油:1-15[2022-03-08].http://kns.cnki.net/kcms/detail/51.1183.TE.20210927.2020.002.html. |
[6] |
National Minerals Information Center.Helium Statistics and Information[R].[s.l.]:U.S. Geological Survey,2020. |
[7] |
张宁,胡忠军.全球氦供求形势及其回收利用[J].低温与特气,2010,28(6):1-6. |
[8] |
张亮亮,孙庆国,刘岩云,等.氦气全球市场及我国氦气安全保障的建议[J].低温与特气,2014,32(3):1-5. |
[9] |
王熙庭,任庆生.氦资源、应用、市场和提取技术[J].天然气化工,2012,37(1):73-78. |
[10] |
National Research Council.Selling the Nation's helium reserve[M].Washington,D.C.:The National Academies Press,2010:156. |
[11] |
Pacheco N.Helium[M]//U.S. Geological Survey. Mineral Commodity Summaries 2008. Washington,D.C.:United States Government Printing Office,2008:78-79. |
[12] |
C.A.韩,A.И.伊戈申,B.A.卡扎良,等.氦气地下储库[M].北京:石油工业出版社,2020. |
[13] |
中国科学院理化技术研究所.理化所BOG提氦装备产业化取得突破性进展[EB/OL].(2021-11-05)[2022-03-08].http://www.ipc.cas.cn/xwzx/kyjz/202007/t20200723_5643653.html. |
中科富海依托中科院理化所自主知识产权核心技术,已成功开发出国产化大型氢氦制冷/液化装备系列产品,全面覆盖20K-2K温区百千瓦级冷量需求。经过多年实践摸索,中科富海具有自主知识产权的BOG提氦技术已实现多套产业化。国产首座BOG提氦工厂通过技术鉴定(最大液氦产能达42.9L/h,氦气提取率98%),成为中国首个以天然气为原料、通过现有LNG工厂提取商业化氦资源典范;中科富海为内蒙古万瑞天然气BOG提氦项目提供核心关键提氦装置与成套液化设备,主要针对130万方LNG工厂,设计产能为国标高纯氦气75标方/每小时,液化能力107L/h,助力全国最大天然气提氦液氦联产项目顺利投产,为解决未来国家战略氦资源提供重要支撑。


