热熔胶贴标机是一种贴标机设备,要求将标签按照一定的精度粘贴于圆柱体容器上,对于出标的控制、色标位置的调整及贴标精度都有很高的要求。丹佛斯MCO305运动控制卡是专门为FC302系列变频器设计的选件卡,用于处理机械系统的各种运动轨迹和控制功能。该部件除了具有完全可编程序能力外,其指令系统还包含了全部伺服控制所需的控制功能,可以高效地帮助热熔胶贴标机实现贴标工艺要求。
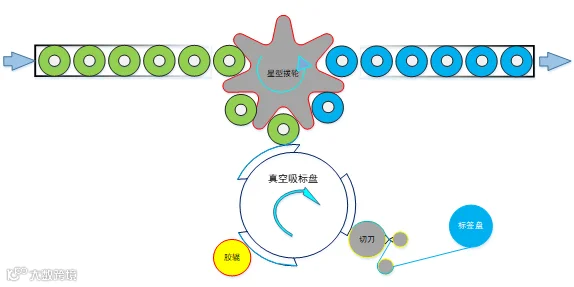
如图中所示;设备采用了真空旋转式标盘,具有吸标、传输、贴标等多方面功能,同时涂胶辊与切刀辊负责标签的切断与涂胶,并设有"无瓶不出标"和"无标不涂胶"功能,提高了贴标效率与工作的可靠性。
电气元件名称 |
型号 |
数量 |
PLC |
S7-1200 |
1 |
触摸屏 |
KTP900 |
1 |
变频器 |
FC302P2K2 |
1 |
同步卡选件 |
MCO305 |
1 |
伺服电机 |
U506A203 |
1 |
主轴变频器 |
FC51P4K0 |
1 |
编码器 |
Line Driver 客户自备 |
3 |
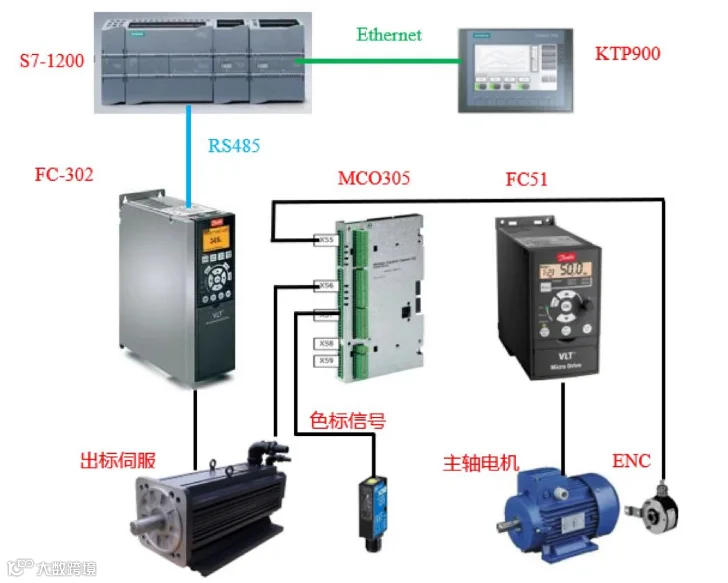
PLC与触摸屏之间进行Ethernet通讯,PLC与丹佛斯FC302变频器之间进行RS485通信,通过触摸屏可以设置标长、对标位置、出标起始位置等工艺参数;FC302变频器控制出标伺服电机,以保证出标精度及响应精度。
★SYNCM指令是指从机与主机进行标记修正的角度/位置同步运动控制。
★同步标记SYNCM指令功能与位置同步SYNCP指令功能相似,都是控制从轴与主轴进行角度/位置同步,但是SYNCM指令会执行额外的位置修正来使从站标记与主站标记对齐。在启动同步标记时,其初始行为类似于位置同步,但在检测到第一组标记后,标记修正便会开始。正是通过这种方式才能弥补打滑等现象带来的同步误差。
★在同步结束后,可确定每个主从标记的偏差(如果主站与从站的标记数量不同,可确定每个n-th标记处的偏差)。这将作为新的偏差被输入至同步控制程序中,然后程序将会立即对这一偏差进行补偿。但是在进行偏差修正时,从轴速度不得超过速度设定值VEL,与加速度设定值ACC或减速度设定值DEC。
☝注意!
除了SYNCP所使用的参数外,参数33-25 SYNCREADY与参数33-24 SYNCFAULT同样很重要。
☝注意!
由于下列参数可导致过定义,因此必须确保这些参数值与实际机械传动因数信息一致。
☝注意!
自同步指令执行到下一个运动命令或停止命令执行之前,SYNCM指令只能被调用一次。如果重新执行SYNCM指令,会导致同步运动重新开始,达不到预期的同步效果
☝注意!
当启动行为在参数33-23中定义之后,系统会等待第一个色标脉冲信号才启动SYNCM,然后才开始应用33-12同步位置偏差进行标记修正。
标记信号:标记信号可以来源于编码器的Z相信号或者外部24V信号(I5=主站标记,I6=从站标记)。
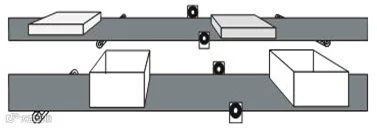
如上图所示,即使两条输送带同步运行,盖子仍旧无法在正确的时间与盒子对齐,使用SYNCM指令时,可通过外部标记对主机与从机之间的位置偏差进行检测,并对可能出现的位置偏差进行修正。
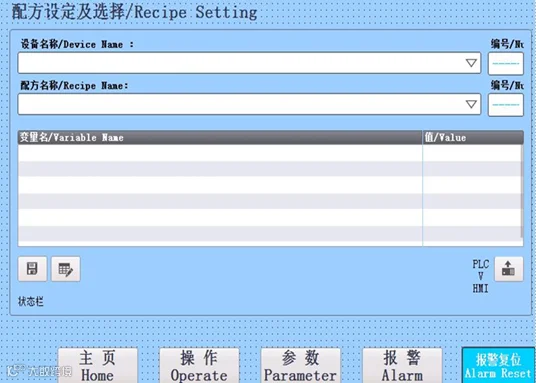
在实际使用中,因客户产品的多样性,需要不同的工艺参数,通过西门子触摸屏的配方功能,可以保存客户不同产品的工艺参数,并可以快速切换不同配方,提高了设备的通用性。
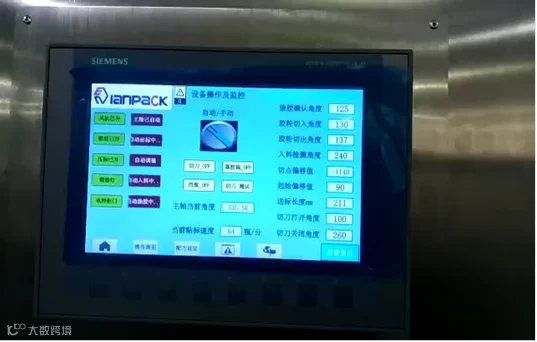
现场实际运行过程中,完善的参数设置选项和监控功能保证了设备运行平稳高效。丹佛斯FC302+永磁同步电机与丹佛斯MCO305运动控制选件卡SYNCM指令的配合,完美的解决了实际生产过程中,由错误色标、缺瓶、遗漏色标等引起的出标精度问题,得到客户的一致好评。