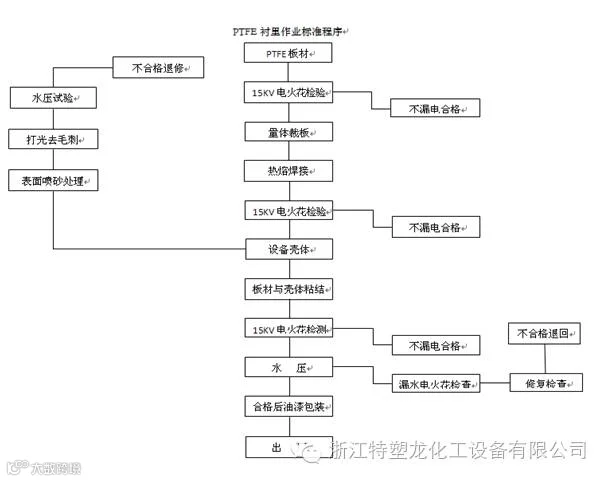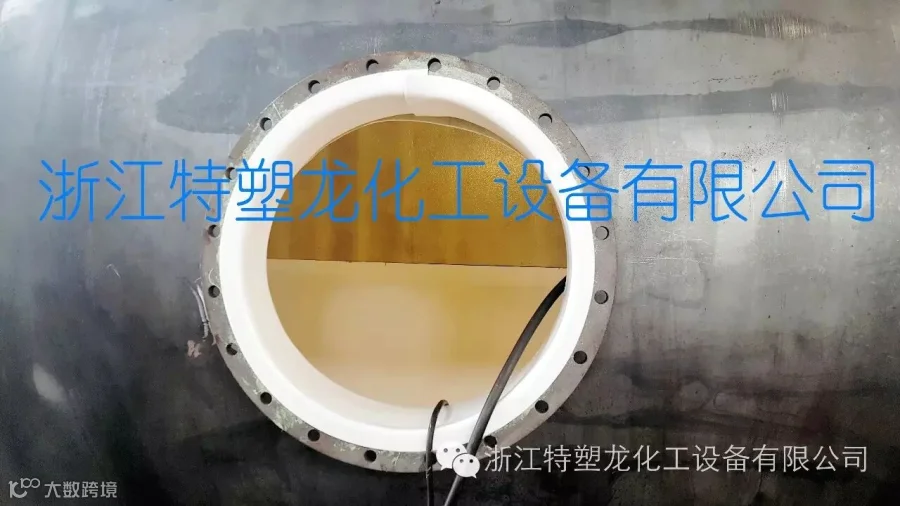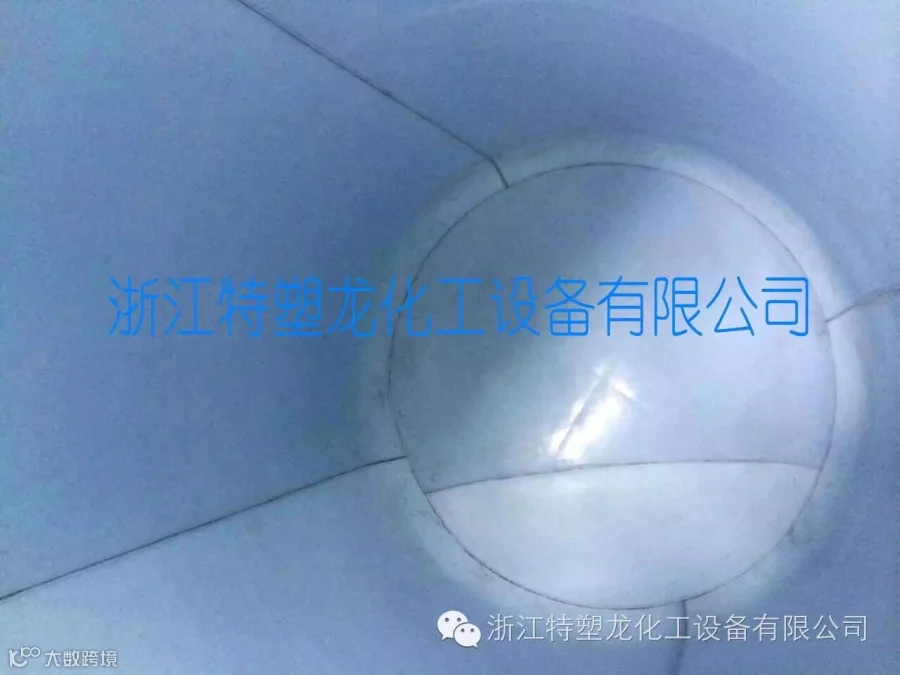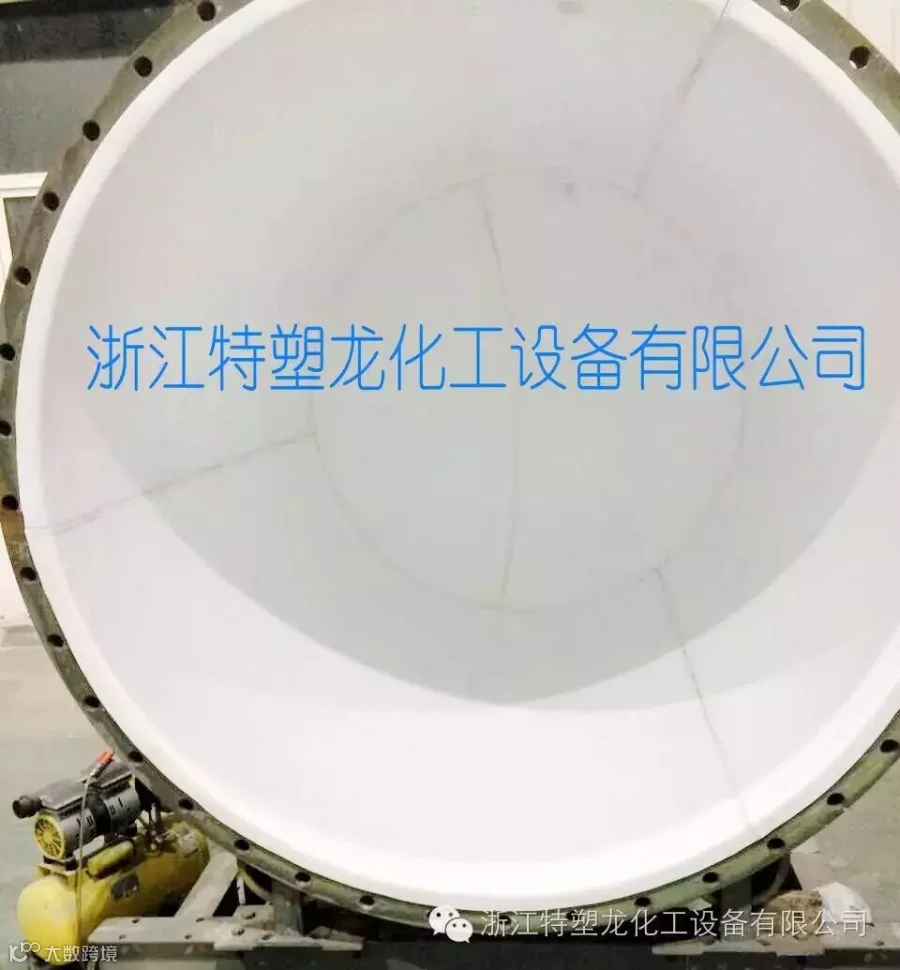
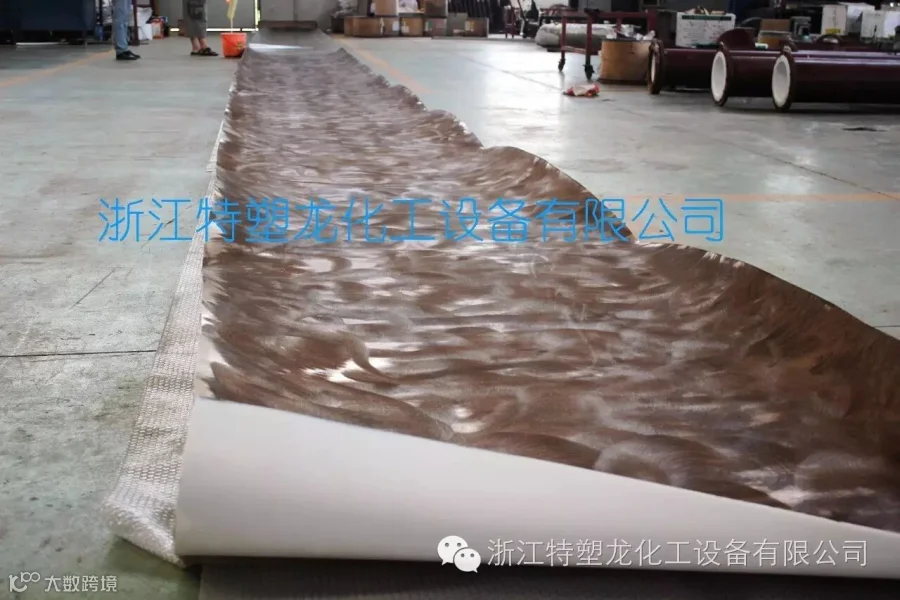
衬里方式:采用PTFE车削板用胶粘合剂贴附在罐的内壁,板与板之间用PFA焊条焊接的方法加工衬里;
(1)钢坯按常压容器标准制作,其圆角过渡和管口法兰等按HG20536-93《聚四氟乙烯衬里设备》中的规定要求制作,管口最小通径应大于40mm
(2)钢坯受衬表面进行喷砂除锈处理,喷砂达到Sa2.5级要求。
(3)用清洁剂将喷过砂的受衬表面进行清洗,彻底清除表面的残留粉尘,并进行干燥处理。
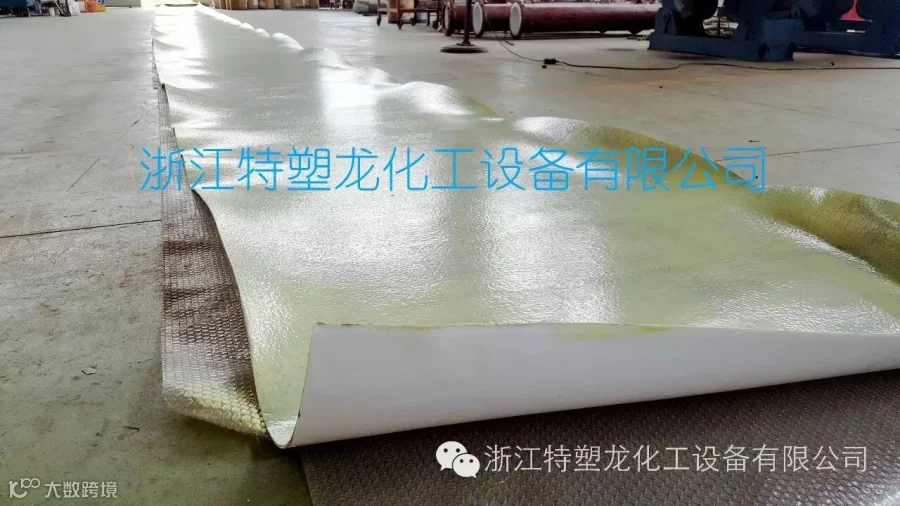
(4)清洗干燥后表面涂刷衬四氟专用日本进口粘结剂备用。
(5)本工艺为引进日本的先进紧衬工艺,采用日本进口的专用粘结剂,其工艺方法和焊接方法均为日本引进技术,本技术成熟可靠,粘贴和焊接强度高,使用寿命长。粘贴强度≥5N/㎜,焊接强度大于板材强度的90%。
(6)四氟板材经过单面活化处理,使其具有可粘贴性。
(7)用处理好的四氟板进行清洁处理,然后涂刷粘结剂备用。
(8)将涂好粘结剂的板粘贴在涂好粘结剂的钢坯表面,采用推压的粘贴方法,将结合面的空气排尽,使其紧密结合可耐负压。
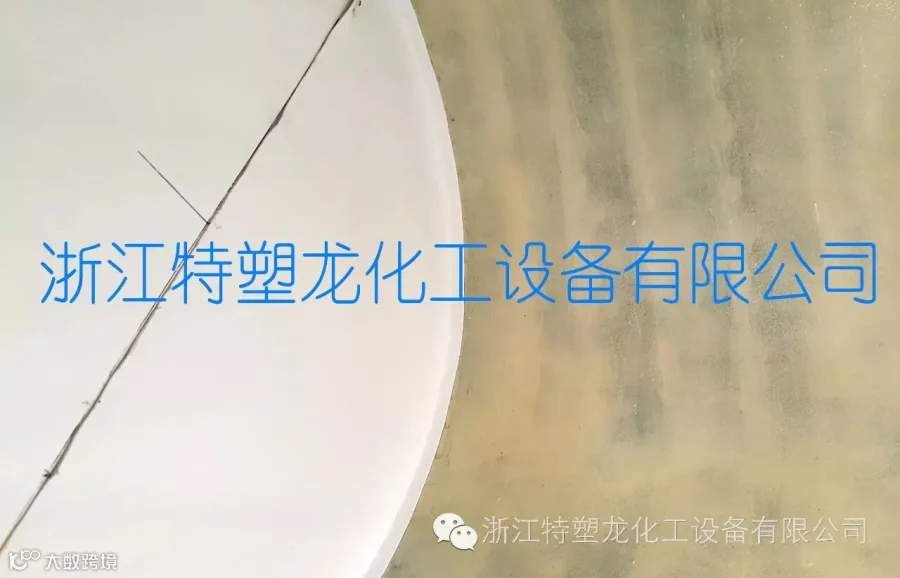
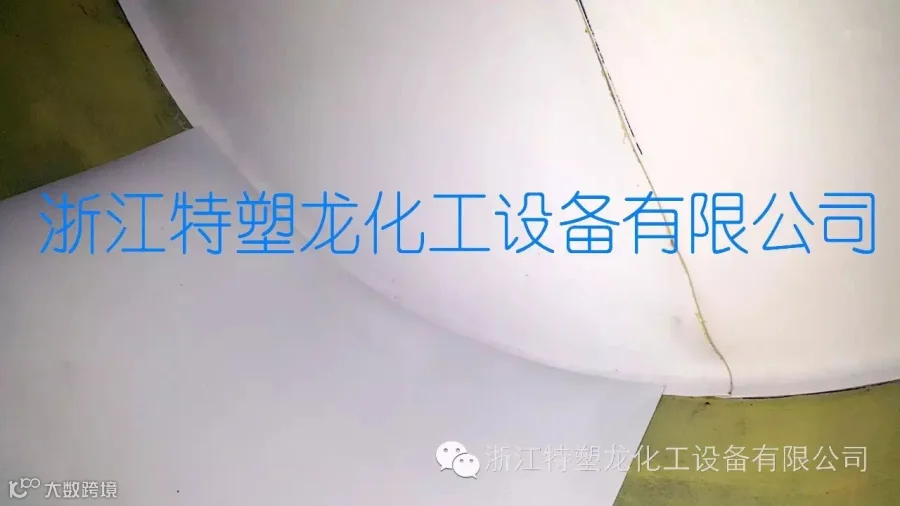
(9)将贴好的四氟板拼缝修成焊接坡口,然后进行焊接,采用专用焊接助剂涂刷焊接表面,焊接分两次进行,首次将坡口焊平,其次进行加强焊接,使焊接强度达到要求。

检验和验收
1.PTFE板焊接完成后要求进行15KV电火花检验,以不导电为合格。
2.衬里层的外观检查:衬里层的外观应光滑,无裂痕。
3.设备应进行水压试验。
4.水压试验:受压衬里设备必须以1.25倍设计压力进行水压试验,并保持0.5小时。
5.完好性试验:完好性试验是采用电火花试验,试验电压15KV探头在焊缝处缓慢连续移动,速度不超过100mm/s。